
Plasma arc cutting works on the same basic principles as the plasma arc welding. A column of hot ionized plasma issues from a constricting nozzle at a high velocity, and melts the base metal. It then removes molten metal to produce a kerf.
In this article, we shall see in brief about the various components of plasma arc cutting equipment, such as control console, cutting torch, plasma gas and shielding gas selection. Later in the article, basic principles of operation of PAC are discussed in brief.
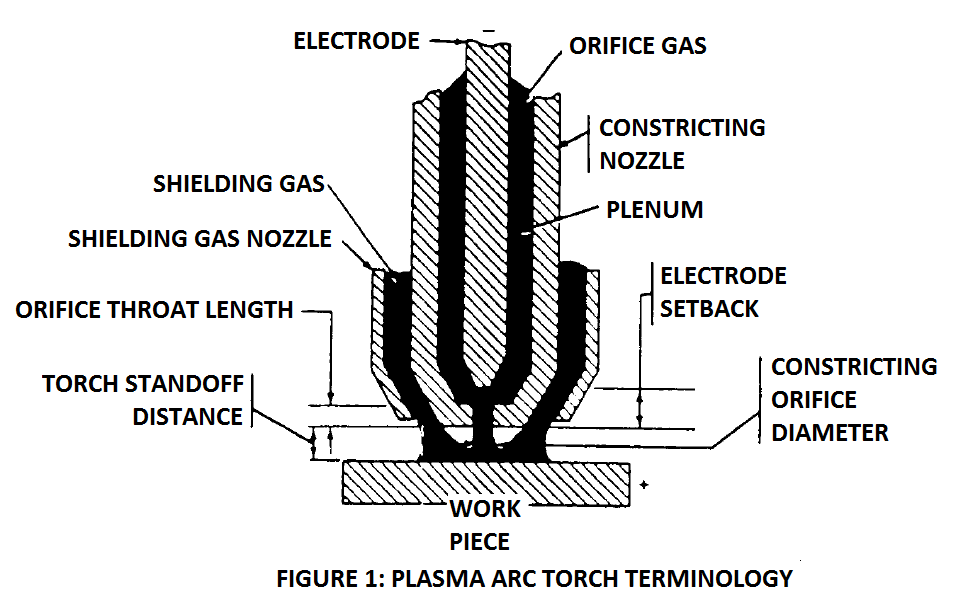
The figure 1 below illustrates the basic terminology associated with a plasma arc torch.
The arc produced by the electrode gets constricted when it passes through an orifice. When the orifice gas comes in contact with the arc, it gets heated rapidly to a high temperature. As a result, it expands to a larger volume. As it passes through the constricting nozzle, it accelerates. This is called plasma gas.
The temperature and speed of the plasma gas depends on the inlet pressure of the gas, current input to the electrode, constricting nozzle shape and diameter. These variables have to meet the requirements of the application.
Equipment
The equipment for plasma arc cutting is similar to that for plasma rc welding. It consists of a welding torch, a cutting gas, a power source, control system, and a cooling water supply. Plasma arc cutting can be done both by manual method, or mechanically.
Cutting torch
The cutting torch comprises of an electrode holder. The function of the holder is to centrally position the electrode with respect to the constricting nozzle. The electrode in this process is a non-consumable.
The temperatures reached during the cutting work are very high. The electrode and the torch therefore need to be cooled by a cooling-water supply circulating through the torch.
The plasma gas is introduced at the upper end of the torch and flows in the annular space between the electrode and the constricting nozzle. As the gas comes in contact with the arc, it takes the form of plasma that performs the cutting work.
The constricting nozzle comes in various diameters for different torches, and for different applications. The diameter of the orifice depends on the current supplied to the electrode. A higher orifice diameter is necessary for higher current.
The design of the nozzle can be of single port type or multiport type, depending upon the metal to be cut. The multiport type nozzle has concurrent ports for supply of shielding gas, in addition to the main orifice. The multiport nozzles produce better quality cuts than single port nozzles.
Controls
The control console for plasma arc cutting has required controls for turning on or off the gas supply and the cooling water. A water flow switch is provided to turn the operation off if the cooling water supply falls below a certain level.
In addition, there are flowmeters provided that measure the rate of flow of various cutting gases through the torch.
When the cutting is done with a high power supply, the control console also contains programming features for regulating high current and low current, and for controlling rate of flow of orifice gas.
Power sources
The open circuit voltage of the power sources used for plasma arc cutting usually varies between 120 volts to 400 volts. Typically, constant current power sources that produce a drooping type C-V characteristic curve are used for PAC.
The rating of the power source has to be commensurate with the thickness and type of base metal needing to be cut, the travel speed of cutting, and the design of the cutting torch.
When the base metal thickness is high, a power source having a high open circuit voltage should be used. For cutting a 2 inches thick metal, the power source would have a OCV of 400 volts. For cutting of thinner metals, a power source having a OCV of 10 volts to 200 volts would be enough.
Some power sources, though not all, even have switch to increase or decrease the open-circuit voltage as desired by the operator.
The current delivered by power sources for PAC ranges from 70 amperes to 1000 amperes. The choice of power source in this regard depends on the thickness of base metal to be cut, the type of base metal, and speed of cutting.
Gas selection
The choice of cutting gas depends on the type of base metal to be cut. The cutting gas also determines the quality of the cut, so the choice of gas also depends on the finishing requirements of the application.
Non-ferrous metals are generally cut using nitrogen, or nitrogen-hydrogen mixture, or argon-hydrogen mixtures as the cutting gas. If it is required to cut titanium or zirconium , the choice of gas is limited to argon. This is because these are very reactive metals; using a reactive gas can cause embrittlement, so nothing less than an inert gas would do.
When it is required to cut carbon steels or low alloy steel, compressed air (comprising of 80% nitrogen and 20% oxygen by volume) is used. In some systems, nitrogen is used as the cutting gas. However, oxygen is introduced in the plasma later on in the downstream. This helps avoiding the electrode getting exposed to oxygen, thus preventing its’ oxidation, and thus prolonging it’s life.
If high quality of cutting is desired, argon-hydrogen is used as the plasma gas, while nitrogen is used as the shielding gas.
For cutting of some non-ferrous metals, nitrogen is used as the cutting gas, while carbon dioxide is used as the shielding gas.
Principles of Operation
The following figure illustrates the basic components of the plasma arc cutting circuitry.
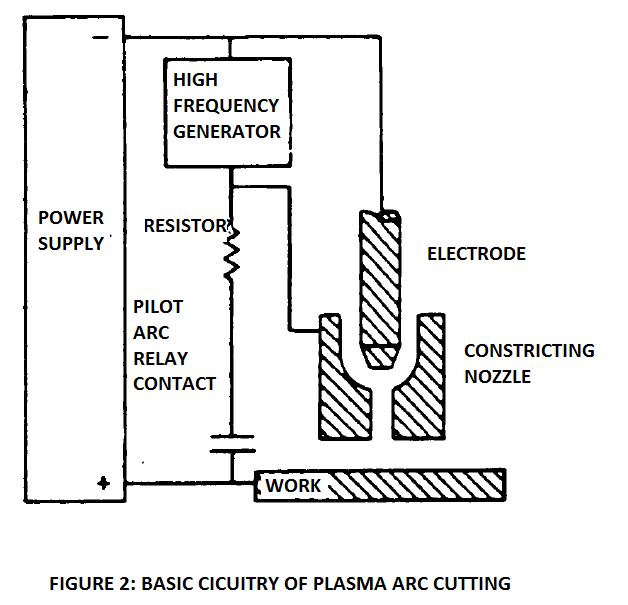
The plasma arc cutting utilizes direct current, with the electrode connected to the negative terminal, and work-piece to the positive terminal (that is DCEN polarity). The hot ionized column of plasma issues from the constricting nozzle at a high speed. In the transferred arc mode, the arc is struck between the electrode placed inside the nozzle and the work-piece.
However, the arc is made possible by a pilot arc that is struck first between the electrode and the constricting nozzle. The nozzle is connected to the ground terminal, and the pilot arc is initiated by a high-frequency generator connected to the electrode. This arc is maintained for a while, till the orifice gas blows through the orifice and establishes a low resistance path for striking the arc between electrode and work-piece.
When the main arc is struck, system controls open the relay of pilot arc so that unnecessary heating of the constricting nozzle is avoided.
Very high temperatures of the order of 18000°F to 25000°F (10000°C to 14000°C) are generated during the plasma arc cutting operation. Hence an active supply of cooling water needs to be circulated in the nozzle. The nozzle is made of a copper alloy. This enables cooling rapidly.
The latest developments in plasma arc cutting permit several variations of the process to cater to different applications. Some of the variations are discussed below:
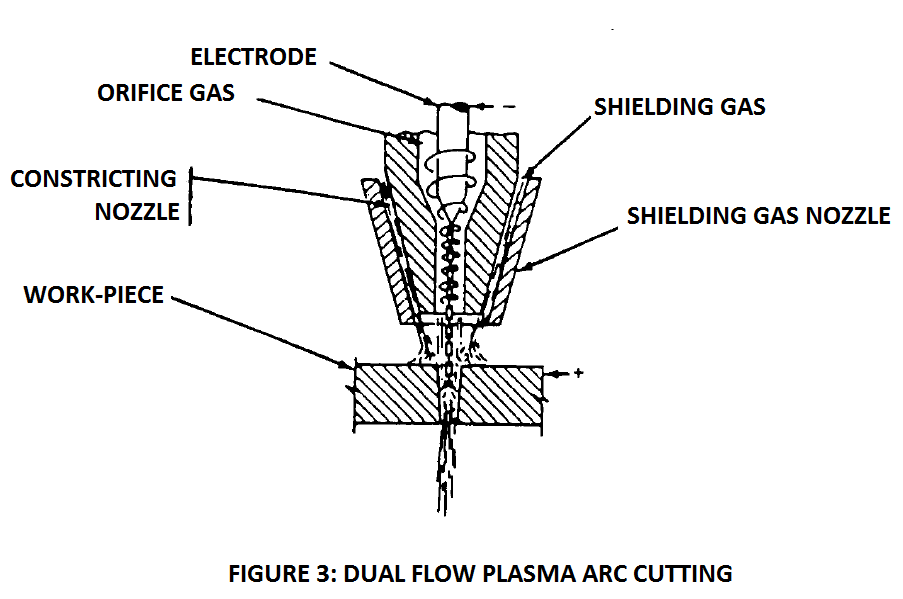
Dual flow plasma cutting
In this variation, a blanket of shielding gas is provided around the plasma. This gas is supplied through the shielding gas nozzle which lies outside to constricting nozzle.
The gas supplied through the orifice of the constricting nozzle is generally nitrogen. The choice of the secondary shielding gas depends on the material to be cut. For aluminium it is an argon-hydrogen mixture, while for mild steels and stainless steel – carbon dioxide gas may be used.
Using the secondary shielding gas enables slightly higher speeds for mild steel. However, for some metals, the quality of the cut is not up to the mark.
Water shield plasma cutting
This variation is same as the dual flow plasma arc cutting described above, except that water is used instead of the shielding gas. This improves the life of nozzle, however cut sharpness and speed show not much improvement.
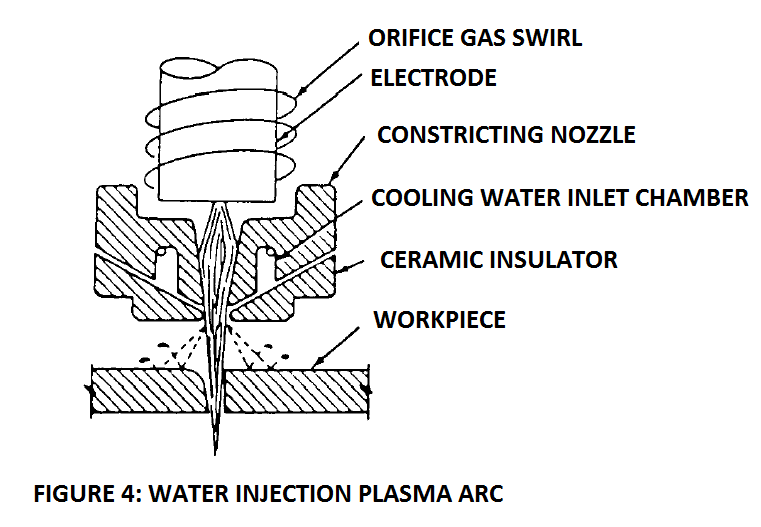
Water injection plasma cutting
In this variation of the plasma arc cutting, a symmetrical water jet impinges concurrent to the main arc around the constricting nozzle. The water blanket provides shielding to the plasma from the atmospheric gases, and further constricts the plasma stream.
The end of the nozzle beyond the water blanket is made of ceramic material, so that a double arc is not struck.
This water constricted plasma produces a narrow sharply defined cut. Higher speeds than the conventional plasma arc cutting can be deployed.
When the orifice gas and shielding water are injected at a tangent, the plasma gas emerging from the nozzle has a swirling motion. This produces a sharp corner on one of the parts and a bevel on the other part. This type of behaviour is advantageous sometimes, when a bevel is desired on one of the parts.
When high current is required to be done, the torch is mounted on a mechanically driven carriage rather than hand held. When high currents are used, a water spray surrounding the plasma performs the function of reducing smoke and noise emanating from the cutting operation.
Sometimes, worktables that have water in contact with the underside of the metal being are also used. The water on the underside reduces smoke and noise.
Other Aspects Of Plasma Arc Cutting Equipment
The plasma arc cutting can be used to cut metals in all positions. The torch used in the process, as described in above paragraphs, is not of the same design as the plasma arc welding torch, but is of a different design. PAC can also be used for piercing holes, and for gounging metal.
The metals that are generally cut using plasma arc cutting are aluminium and stainless steel, although it can also be used for cutting copper alloys, carbon steel, and nickel alloys.
The control console comes equipped with special controls for regulating the plasma gas flow rate and the shielding gas flow rate. A water flow switch is provided to keep tabs on the level of cooling water in circulation. If the level falls below a certain level, the switch turns the operation off.
In automatic operation, the PAC torch fits inside an automatic flame cutting machine which guides the movement of the torch.
The cutting action generates a good amount of gases. So the cutting work should be done in an area having adequate ventilation. Also, lot of noise gets generated during cutting. Hence ear protection should be worn, especially when working with equipment using high electrical power.
The cutting operator should wear ear protection. The normal protective clothing must also be worn to protect the operator from the sparks. Other personnel protective equipment such as helmet, gloves are also necessary for safety. The filter glass used in the helmet should be of shade 9 rating.
Applications
Plasma arc cutting produces sharp cuts of high quality. It is generally used for cutting of stainless steel, aluminium, and carbon steel. Cutting operations towards both production work and maintenance work can be undertaken with PAC. It is used for bevelling a plate in preparation for fit up in a welding joint, or for stack cutting, for shape cutting, or for piercing holes, plasma gouging, etc.
The stack cutting done with a plasma arc cutting torch is more efficient than that with an oxyacetylene torch.
So this was about plasma arc cutting in brief. Please leave your thoughts in the comments section below.