
The welding consumables in the welding process come in a variety of forms. For shielded metal arc welding, the filler comes in the form of a flux covered stick electrode. For flux-cored arc welding, it comes in the form of spooled wires that have flux at the core, and a metal sheath around it. In other processes such as GTAW, GMAW, SAW – the filler comes in the form of a bare solid wire. Sometimes, it may also be in the form of a bare cut-rod of 40 inches (1000 mm).
Normally, the bare wires of carbon steel and low alloy steel composition come with a copper coating. The function of this coating is to prevent rusting of the wire during long periods of storage. This coating also helps in current pick up between the contact tip in the welding torch (or welding head), since copper is an excellent conductor of electricity. Also, the coating helps in drawing of the wire as well.
In some welding processes, the solid bare wire acts as the electrode, that is – it carries electrical power. An example of his is submerged arc welding.
In some processes, the wire/rod does not carry any electrical power; it only acts as the filler. In other words, it does not carry current, and is fed into a flame, or an arc generated by a non-consumable tungsten electrode. This feeding may be done manually with a hand, or through a mechanised arrangement. An example of this is gas tungsten arc welding.
Today, there are available in market solid wires for welding of almost all commercially used base metals. Wires of stainless steel, titanium, zirconium, copper alloys, nickel alloys, aluminum alloys, are found in market. ASME Section II Part C classifies the various grades of bare wires for various processes in articles SFA 5.7, SFA 5.9, SFA 5.10, SFA 5.14, SFA 5.18, SFA 5.28, etc.
Classification Of Bare Electrodes/ Solid Wires
The ASME Section II C is divided into 35 or so articles based on the combination of the welding process and the type of base material. The articles for bare wires are as mentioned in the above paragraph. These articles utilize different methods for classifying wires into different classifications. However, the prefix to the classification remains a common across all the articles. The prefix reveals a bit of information.
Prefix
The prefix ahead of a classification is generally made of letters ‘E’, or ‘R’, or a combination thereof.
(1) Prefix R: indicates that the consumable is a rod.
(2) Prefix E: indicates that the consumable is a welding electrode.
(3) Prefix RB: indicates a rod for brazing.
(4) Prefix ER: E indicates ‘electrode’, R indicates ‘rod’. This means that the consumable can be used as an electrode, or a rod.
Bare Carbon Steel Electrodes For Gas Shielded Arc Welding
Carbon steel electrodes and rods for gas shielded arc welding are defined under SFA 5.18 of ASME Section II Part C. This SFA 5.18 specification is identical to AWS A5.18. The ER70S-2 is the most commonly used welding rod classified under this specification. Let us under the system of classification by under what each digit in ER70S-2 means.
- The first two digits ER indicate that it can be used either as an electrode or a rod.
- The next two digits ‘70’ indicates that the tensile strength of weld metal deposited with this consumable would be 70 ksi (which equals about 480-490 Mpa). If ‘80’ appears here, it means that the strength would be 80 ksi, and so on.
- The fifth digit can be a ‘S’ or a ‘C’. If it is a ‘S’, it indicates that the rod is a solid rod (or wire) of uniform composition. If this digit is a ‘C’, it indicates the rod (or wire) is a composite electrode. In the case of ER70S-2, it indicates that this consumable is a solid rod.
- A ‘-‘ follows the fifth digit.
- The first digit after the dash indicates the chemical composition of the solid wire. For a composite electrode, it indicates the chemical composition of the weld metal produced by the electrode.
- If the letter ‘N’ appears after this, it indicates that the rod is meant for the components to be installed in the core belt of nuclear reactor. For such consumables, the chemical composition is made further stringent. However, ‘N’ is an optional designator.
- For solid wires/rods, an H2 or H4 or H8 or H16 may appear at the end. This is an optional designator and indicates the maximum amount of diffusible hydrogen that would be found in the weld metal deposited by the consumable.
Carbon Steel Solid Wires For Submerged Arc Welding
The wires for submerged arc welding of carbon steel and low alloy steel base metals have been classified under SFA 5.17 and SFA 5.23 respectively, of ASME Section II Part C. These two articles list and define the various wire-flux combinations. That is, the identity of flux is also included in the designation.
In addition to the chemical composition of the wire, the wire-flux designation under these two articles also indicates the chemical composition of the weld metal deposited with that wire-flux combination. Further, this designation also indicates the mechanical properties of the weld metal deposited by the wire-flux combination, when deposited in accordance with the procedures outlined in these two articles.
In the following discussion, we limit our discussion only to the carbon steel wires defined under Table 1 of SFA 5.17. For stainless steel, the wires are classified under SFA 5.9 itself.
Let us understand in brief about the system of classification of wires adopted in SFA 5.17.
- The letter ‘E’ in the first place indicates that it is an electrode.
- At the second place, there may sometimes appear the letter ‘C’. It indicates that the electrode is a composite electrode. If no ‘C’ appears, it means that the electrode is a solid wire.
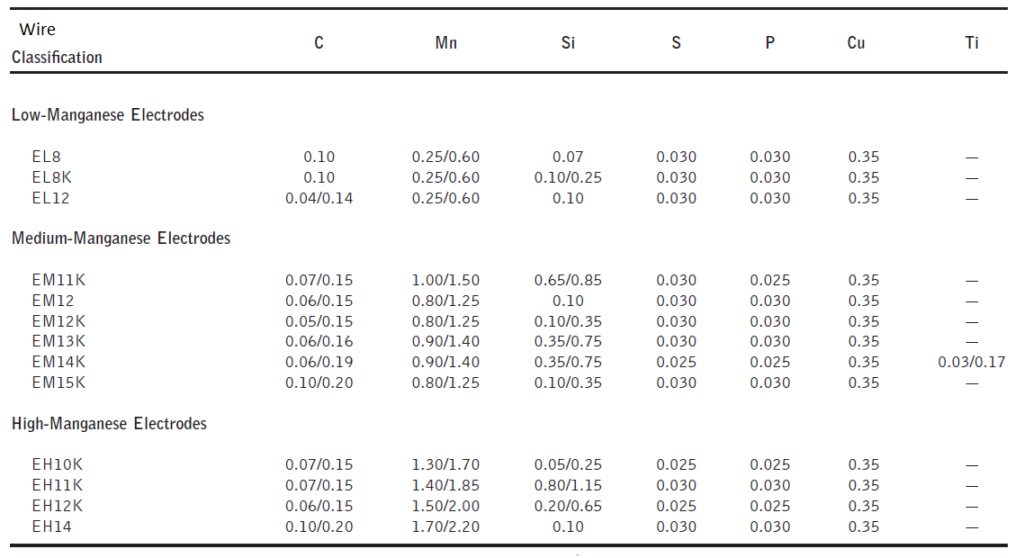
- The subsequent digits in the classification indicate the composition of the electrode. For composition of carbon steel electrodes (classified under SFA 5.17), the system adopted follows a patter. After the ‘E’, if the next letter is a ‘L, it indicates that it is a low manganese electrode. If it is a ‘M’, it indicates that it is a medium manganese electrode. If it is a ‘H’, it indicates that it is high manganese electrode.
- The next two digits indicate the percentage of carbon. For example, ‘12’ indicates 0.12 % carbon in the composition of the electrode.
For some of the wires, the composition is almost same as that of some wires for gas metal arc welding .
The various grades of wires classified under SFA 5.17, and their chemical composition, are indicated in the table below.
Filler Wires For Oxyfuel Welding
Filler rods for oxyfuel gas welding have been defined in SFA 5.2 of ASME Section II Part C. The SFA 5.2 is identical to the AWS A5.2 of American Welding Society.
The prefix ‘R’ in the first place indicates that it is a rod. The next two digits indicate the tensile strength of the weld metal in ksi. For example, ‘60’ indicates a tensile strength of 60 ksi of the weld metal, when deposited in accordance with the procedure defined in SFA 5.2.
Solid Wires For Non-ferrous Metals
Wires for Non-ferrous metals such as copper, aluminum, nickel etc. are classified under SFA 5.7, SFA 5.10 and SFA 5.14 respectively. The classification system of all wires under these specifications follows a similar pattern. The letters ‘ER’ at the beginning of the designation indicate that the electrode can be used as an electrode or a rod. Most nickel alloy wires begin with a ‘ER’.
Instead of ‘R’, if a ‘Q’ appears at the second place, it indicates that the electrode is a strip electrode.
If only ‘R’ is given instead of ‘ER’, it indicates that the consumable can only be used as a rod (and not as an electrode).
The letters following the ER indicate the principal element of the electrode. For copper alloys, ‘Cu’ appears after ER. It identifies the consumable as a copper based alloy.
For nickel alloy consumables, ‘Ni’ appears after ER. This identifies that the consumable is a nickel based alloy. In other words, nickel is the principal alloying element.
After the principal element, the next few letters indicate the next most important alloying element. If further subdividing needs to be done, it is done by placing a ‘-1’, or ‘-2’, and so on, at the end.
Other General Aspects
Copper coating is a desirable feature on bare wires. It allows us to store these wires for long periods of time without getting rusted. However, the copper coating should not be too much. When the copper coating is heavy, some of it may flake off when passing through liners and contact tip. The flaked off pieces can clog the liners and prevent smooth feeding of wire. The current carrying capacity of the contact tip may also get affected.
Hence the copper coating should only be a light and uniform covering.
Also, the spooled wires should have good cleanliness. The surface of the ire should be free of dirt, dust, etc which can clog the liners. When a clean wire is wiped with a clean white cloth, it creates no black marks on the cloth.
Bare wires come in a variety of packages. It can be in the form of cut-rods, which are generally used for gas tungsten arc welding. These cut-rods come in the form of 40 inch (1000 mm) sticks that come packed in 5 kg boxes. Another variety is spools that can be mounted on the wire feeding mechanism of a submerged arc welding machine or gas metal arc welding feed reel.
Sometimes these solid wires are also supplied in drums, in which it lies in round coils, and is pulled from the container by an automatic wire feeder.
So this was a little something about solid wires. Please share your thoughts and observations in the comments section below.