
In this article I have discussed how to write a WPQR – short for Welder Performance Qualification Record. This discussion is in reference to Section IX of ASME BPVC.
A WPQR is a record of actual events that occurred during a welder’s performance qualification in accordance with ASME Section IX. Below is the suggested format given at the Non-mandatory Appendix B of Section IX.
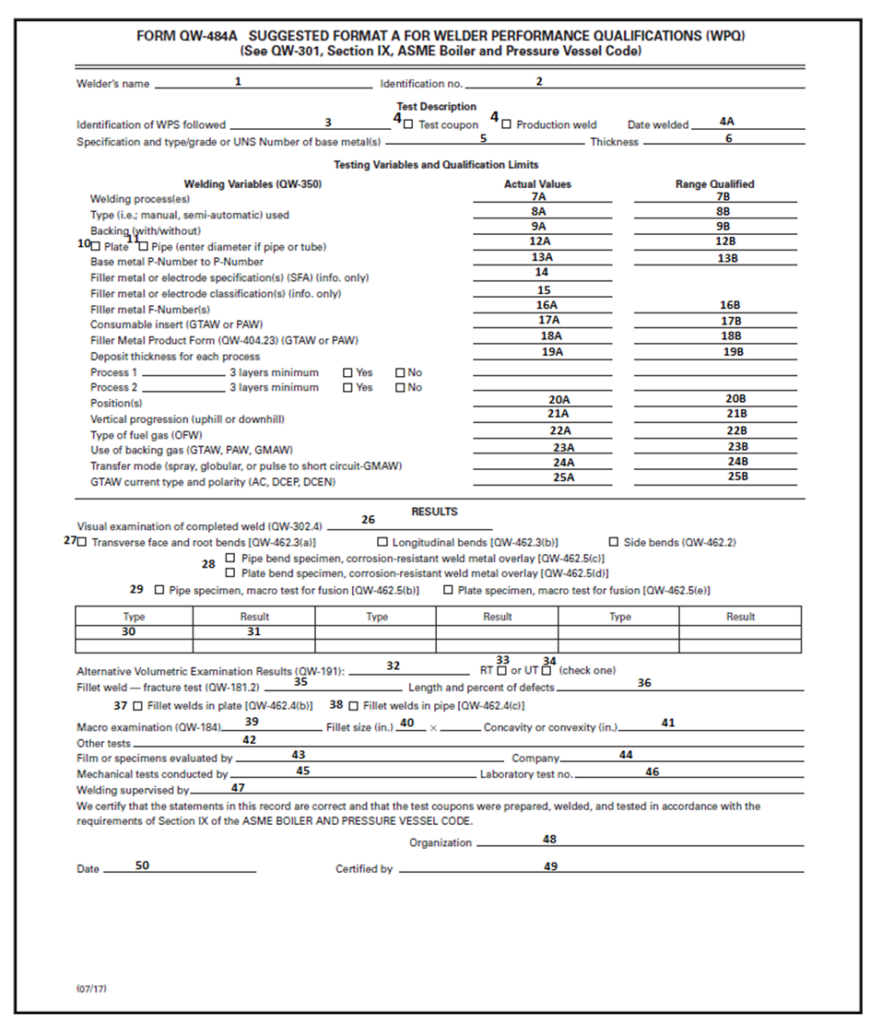
Note that this format is only a suggested one. The fabricator is free to choose any other format as long as it addresses all essential variables, types of tests done, test results, and the ranges qualified in accordance with QW-452. These contents are mandatorily required. As long as these are addressed, any format is fine. This has been specified in QW-301.4.
When this format is used, there can be several equally acceptable ways of addressing each field. Herein this article, I have shared my take on how these fields can be filled. These observations are borne out of personal experience.
The Range Qualified Can Be More Restrictive Than Section IX
The ‘Actual Values’ column on the form is strictly a reportage of actual variables adopted in the preparation of the performance qualification coupon. The values under ‘Range Qualified’ column are derived by applying the rules given in Article III – Welding Performance Qualifications.
A notable feature about Section IX, and this finds mention several times on this blog, is that Section IX only specifies minimum requirements expected from a welding qualification (procedure or performance). Based on the application, the welding engineer may specify more restrictive requirements than Section IX.
That would be completely acceptable.
Therefore, the values to be mentioned under range qualified can be more restrictive than what the Section IX permits.
Only Qualified Thickness & Diameter Need to be Addressed Under ‘Range Qualified’ Column
A peculiar inexplicable thing about Section IX is the stipulation in QW-301.4 that requires only the ranges qualified in accordance with QW-452 to be recorded under the ‘range qualified’ column of QW-484A. Now, QW-452 only talks about thickness and diameter.
So, is it required to mention qualified ranges of only thickness and diameter?
This seems odd, considering that spaces have been provided on the format for other variables too, such as backing, F-Number, etc. Also, other variables are also important too. For example, a welder qualified with backing can weld only with backing.
He can’t weld on production welds not having a backing. Why should this not be indicated on the WPQ format under ‘range qualified’ column?
The understanding given in QW-301.4 has been further reinforced in QG-104, which in the 2021 edition, gives a clear indication that the ranges qualified required by QW-301.4 only have to be recorded in the QW-484A format. An interpretation, IX-89-30, which addresses precisely this matter, further establishes this understanding firmly.
So, this tells us clearly that the authors have intended that only thickness and diameter are to be recorded in the range qualified column. Why would the authors intend this way?
The answer to this is that the intent behind this is not known. However, it is a good idea to include ‘range qualified’ for all variables, regardless of what QW-301.4 says.
Let’s now see one by one the one way to complete this form.
1 – Welder’s Personal Details
These details may include the welder’s name and/or staff number. The idea is to uniquely identify the welder.
2 – Identification Number
This is the qualification number/ stamp/ symbol that identifies the performance qualification done by the welder. A welder may have several qualifications to his name. Using each of these qualifications, the welder may have gained eligibility to weld with different variables.
Each qualification has to be uniquely identified. This identification number is the way to identify different qualifications. It has nothing to do with the identity of the welder.
For example, an organization has three different kinds of qualifications (that are needed to cater to its production requirements). One qualification is with SMAW process in 1G position. Second qualification is with SMAW process in 5G position. Third qualification is with GTAW process in 2G position.
The organization identifies the welders qualified with first type of qualifications with a stamp ‘A’. The welders qualified in second qualification are identified with stamp ‘B’, and those qualified in third type of qualification are identified with stamp ‘C’.
3 – Identification of WPS
In this space, the WPS used for the preparation of the performance qualification test coupon should be mentioned along with its’ revision number and/or date. The idea is to uniquely identify the WPS.
Note that a qualified WPS is compulsorily required for making a welder performance coupon. In other words, the WPS must be supported by an appropriate PQR. A Standard WPS (or SWPS) is also acceptable.
Another notable aspect here is that if the WPS specifies preheat or PWHT, these can be ignored while preparing the WPQ coupon. In other words, preheat and PWHT are not required for a WPQ coupon, even if the WPS that is being used to prepare the coupon specifies it.
These requirements have been specified under QW-301.2.
Note: Although Section IX gives this liberty of ignoring preheat and PWHT, the welding engineer may still opt to include these keeping the application requirements in mind. For example, all production welding in my shop is done with preheat. I am of view that it takes some skill on welder’s part to weld with a high preheat of 300°F (150°C).
Therefore, all WPQ coupons in my shop are made with preheat. That is, I make the welder weld his coupon with preheat, and prove his ability.
Remember, Section IX only sets forth minimum requirements expected from welding qualifications. It is for the welding engineer to define the contours of these qualifications such that the needs of application are satisfied in the best manner possible.
Another noteworthy thing here is that once a welder is qualified (having made his coupon using a particular WPS), he is not constrained to use only that WPS for production welds. He is free to use any other qualified WPS for production welding, as long as he remains within the boundaries of the ‘range qualified’ of the variables under QW-350.
This finds a mention under second paragraph under QW-304.
4 – Test Was Done on a Test Coupon or on Production Weld?
Section IX requires qualifying the welder through a test coupon as defined under QW-304. Alternatively, Section IX also permits to qualify a welder by carrying out volumetric NDE of the first 6 inches (150 mm) of the production weld made by him.
In other words, an unqualified welder can be directly engaged on the job. Volumetric NDE of the first 6 inches (150 mm) deposited by him on the production weld should be done. The results should be matched with the requirements specified under QW-191.
If results are acceptable, the welder is considered equally qualified as the one qualified through the regular test coupon route.
Note: In my personal opinion, the second option above is not a good option, especially if the job is a code work with high quality requirements.
Tick the appropriate box, depending upon which option was chosen.
4A – Date Welded
In this space, enter the date of completion of weld. This date is important for the purposes of validity of the welder’s qualification.
Since the 2019 edition onwards, the Section IX explicitly mentions in QW-300.1 that the date of validity of the welder’s qualification begins from the date of completion of welding of the test coupon (provided the test results are acceptable).
5 – Specification, Type, and Grade of Base Metal
Mention the type of base metal used, that is – a pipe, or a plate, or any other product form.
Section IX permits using any type for making the qualification coupon. A welder qualified on a pipe can weld on plates too. And a welder qualified on a plate can weld on pipes too, albeit only within the restrictions of QW-461.9.
Note that when it is sought to qualify a welder for all position welding by welding a pipe in both 2G and 5G position, and mechanical testing option is chosen for qualifying the welder, the pipe diameter should be large enough to accommodate the tests indicated in QW-463.2(f) or QW-463.2(g).
6 – Thickness of Base Metal
Base metal thickness is not an essential variable for performance qualifications. So it does not have an impact on the welder’s eligibility to weld on different thicknesses in production. However, the thickness permitted by the WPS only should be used, and the actual thickness used should be recorded on the WPQ record.
Generally, it is enough to record the nominal thickness. Though one may choose to measure the actual thickness used in making the coupon and record it.
7 – Welding Processes
Welding process (GTAW, SMAW, etc.) is an essential variable. That is, a welder can weld only with the process with which he made the test coupon. Therefore, the entries on the space marked 7A and 7B must be identical.
A test coupon can be made with more than one welding process. In such case, the thickness deposited with each process must be measured and recorded. Then, each process should be treated as a separate qualification.
The welder can then weld on production joints using any of the processes individually or in any combination. Each process has to be treated as a separate qualification.
When more than one process is used in the test coupon, it can be recorded as GTAW/SMAW/… etc.
The experience tells that in such cases – it is better to create two different welder qualification records. It is easier to write and read the records thus created. Although, a suitable remark can be added on the WPQ record that the multiple processes were qualified on a single coupon.
8 –Type of Process Used
In this space, the type of welding process – that is, manual, semi-automatic, etc. has to be mentioned.
Note that only the person using manual and semi-automatic welding processes can be called as a welder. A person using machine welding or automatic welding is called a welding operator, according to ASME Section IX.
For a welding operator, the format shown in figure 1 above cannot be used. Instead, the suggested format given at QW-484B has to be used.
A person qualified as a welder cannot weld as a welding operator, even if it is in the same process. A GTAW welder for example is not allowed to operate an automatic GTAW equipment, unless he takes a qualification test for it. The variables defined for welding operator under QW-360 would apply.
However, a welder qualified with a manual welding process is qualified to weld semi-automatic too, in that process.
So, keeping in mind the above – the entries under 8A and 8B should be identical.
9 – Backing (With/Without)
Deletion of backing is an essential variable for performance qualifications. That is, a welder qualified with backing is qualified to weld with backing only. However, a welder qualified without backing is qualified to weld both with and without backing.
Note that a weld made from both sides of a groove is also considered a weld with backing.
9A – In this space, the type of backing (for example: backing ring, backing plate, non-fusing ceramic strip, or weld metal deposited with a different process) used while making the test coupon should be mentioned. If no backing was used, ‘not used’ or ‘none’ can be mentioned.
9B –If backing was used in making the test coupon, this field should show ‘required’, or ‘necessary’, or ‘with backing only’. If no backing was used in making the test coupon, this field can show ‘optional’, or ‘both with and without’, etc.
Note that in case of OFW, it is the opposite. In oxy-fuel welding, addition of backing is an essential variable. So, all discussion above is opposite.
10, 11 – Plate/ Pipe
Tick the appropriate box depending upon what type of base metal was used for preparing the test coupon. See discussion under 5 above.
12 – Thickness/ OD
Determine whether the test coupon was made on a plate or a pipe.
If the Test Was Done on a Plate
Enter thickness of base metal here in 12A, if the base metal used in making the test coupon was a plate. Base metal thickness is not an essential variable for performance qualification. So this thickness does not have any consequence, and serves only for reference.
[However, note that it is not so for OFW. For OFW, base metal thickness is an essential variable (given under QW-403.2). The maximum qualified BM thickness is the thickness of the test coupon. Thus the entries under 12A and 12B would be identical for OFW.]
A welder qualified on aplate weld on apipe too, however, only with some restrictions. These restrictions can be found under QW-461.9. Basically, a welder qualified on a plate can weld on all pipes of OD 24 inches (600 mm) and above.
Also, he can weld on pipes of OD down to 2-7/8 inches (73 mm) but only in restricted positions (as given in QW-461.9).
For example, a welder has been qualified on a plate in 3G position. He can weld on plates and pipes of OD 24 inches. He can also weld on pipes of OD 2-7/8 inch (73 mm) and above, but only in flat position. So, for this welder, in space marked 12B – it may be mentioned as ‘1. Plates & pipes over 24’’ OD; 2. Pipes of OD > 2-7/8’’ (73 mm) in flat position only’.
If the test coupon is a groove weld, besides the above, additionally – ‘fillets of all diameters’ may be added in 12B. This is in accordance with QW-452.6.
There may be several ways to depict this information.
If the Test Was Done on a Pipe
If the base metal used in making the test coupon was a pipe, enter the outer diameter of the pipe in 12A. The pipe outer diameteris an essential variable. So the entry in 12A determines what can be entered in 12B.
When a welder has been qualified on a pipe of a certain OD, he is only qualified to weld on pipes of certain OD. The rules for this have been defined in QW-403.16/ QW-452.3. Refer QW-452.3, and write the qualified OD. If the coupon was a fillet weld, refer QW-452.4 instead of QW-452.3.
For example, the test coupon was made on a pipe of OD 2 inches (50 mm). Per QW-452.3, this welder can weld on pipes of OD 1 inch (25 mm) and above. For this welder, under 12B – ‘Plates; pipes of OD 1’’ and over’ may be written.
13 – P-Number of Base Metal
In 13A, enter P-numbers of the metals used in preparation of the performance qualification test coupon. The P-numbers of various metals can be found in Table QW-422 of Section IX.
Quite Liberal with Regard to Base Metal
There are several notable aspects about base metal in regard to performance qualifications.
One, Section IX’s rules regarding choice of base metal for performance qualification test coupon are quite liberal. Say, the WPS used for making the test coupon specifies a certain P-number. Go to the table given under QW-423.1 (reproduced below), and locate the row in which this P-number is mentioned.
| Base Metal Used For Making the Test Coupon | Base Metals Qualified for Production |
| P‐No. 1 through P‐No. 15F, P‐No. 34, or P‐No. 41 through P‐No. 49 | P‐No. 1 through P‐No. 15F, P‐No. 34, and P‐No. 41 through P‐No. 49 |
| P‐No. 21 through P‐No. 26 | P‐No. 21 through P‐No. 26 |
| P‐No. 51 through P‐No. 53 or P‐No. 61 or P‐No. 62 | P‐No. 51 through P‐No. 53 and P‐No. 61 and P‐No. 62 |
| Any unassigned metal to the same unassigned metal | The unassigned metal to itself |
| Any unassigned metal to any P-Number metal | The unassigned metal to any metal assigned to the same P-Number as the qualified metal |
| Any unassigned metal to any other unassigned metal | The first unassigned metal to the second unassigned metal |
Section IX then allows to use any other P-number mentioned within that row, for making the test coupon. Isn’t this fantastic?
Two, once a welder is qualified, he is eligible to weld on all other base metals listed in column 2 of this table, against that row, including unassigned metals having similar chemical composition to these metals.
So, in 13B – the entry is determined by the second column of the above table.
In a nutshell, in accordance with this table – a welder qualified on any steel is qualified to weld on every other steel. And similar liberty applies for aluminum alloys and titanium alloys. This, it must be said, is quite liberal too.
Three, when a welder has been qualified on an unassigned metal – ordinarily, he would only be qualified to weld on that unassigned metal, in accordance with the above table.
However, QW-423.2 permits to assign a P-number to an unassigned metal too, provided it has matching chemical composition and mechanical properties to an assigned metal. This P-number should be written on the space 13A.
Doing this frees him up to weld on a wide variety of P-numbers in accordance with the above table. The entry in 13B would then be based on the above table.
Note that this is permitted only for the purpose of welder qualifications. This, it has to be said – is a pretty good liberty as well.
In case, no P-number can be assigned to a metal by applying the above provision, then the specification should be written. The welder is then qualified to weld only on that unassigned metal in production – as indicated in the above table. In other words, the entries in 13A and 13B would be identical.
14, 15 – Filler Metal Specification and Classification
Beginners often confuse between the terms specification and classification. Which one is which one?
Here is the answer. Take for example the ubiquitous E7018-1 electrode that is classified under SFA 5.1 of Section II Part C of ASME BPVC. Here, the SFA 5.1 is the specification, and E7018-1 is the classification of the electrode. Under one specification, there are many number of classifications.
Enter the classification and specification of the filler in the spaces 14 and 15. If no filler was used, enter ‘none’, or ‘no filler’ in both these spaces. See 16 below.
16 – F-Number of the Filler
Enter F-number of the filler metal in 16A. F-numbers of various filler metals are given in table QW-432 in Section IX.
In 16B, enter the qualified F-numbers in accordance with QW-404.15, which points us to QW-433.
For example, a welder welded on the test coupon with a F-No. 4 electrode. Per QW-433, he is qualified to weld with F-No. 4 fillers with backing and without backing. He is also qualified to weld with F-No 1, F-No 2, and F-No 3 fillers – but only with backing.
So, for this welder – write ‘1. F-No. 4 – with & without backing; 2. F-No. 1, 2, 3 – with backing only’, in 16B.
The entry in 16B is of course, also influenced by entry in 9B. If 9B reflects ‘with backing only’, the entry in 16B can simply be F-No. 1 through F-No. 4. Else, it can be as described in above paragraph.
If no filler was used, write ‘none’, or ‘no filler’ in 16A.
Remember that deletion or addition of the filler metal is an essential variable (for OFW, GTAW and PAW). So, if the test coupon was made without a filler, the welder is only qualified to weld without a filler metal. Vice-versa, if the welder welded on his test coupon with a filler, he cannot weld in production without a filler.
If ‘none’ or ‘no filler’ is entered in 16A, enter the same in 16B too.
17 – Consumable Inserts
Consumable inserts are generally used with only GTAW and PAW processes.
If a consumable insert was used in making the qualification test coupon, enter ‘Used’ in 17A. If no insert is used, enter ‘not used’.
Addition or deletion of inserts is an essential variable for GTAW and PAW processes. It has been addressed in QW-404.22. A welder qualified with an insert is only qualified to weld with an insert. He is also qualified to weld joints with ordinary backing and also joints that are welded from both sides.
Conversely, a welder needing to weld with an insert in a production joint must have been qualified with an insert in his performance qualification test.
If ‘used’ has been entered in 17A, enter ‘required’, or ‘with insert’ in 17B. Additionally, ‘welds with backing, double-welded joints’ may also be entered in 17B.
If ‘not used’ has been entered in 17A, enter ‘inserts not permitted’ in 17B.
If the welding process is other than GTAW or PAW, enter ‘NA’ in both 17A and 17B.
18 – Filler Metal Product Form (for GTAW or PAW)
Change of filler metal product form (for e.g. bare or flux cored or flux coated or powder, etc.) from one form to another is an essential variable for welder performance qualifications with GTAW and PAW processes.
In 18A, write the product form of the filler metal used in making the performance qualification test coupon. In 18B, write the same thing.
If the welding process is other than GTAW or PAW, enter ‘NA’ in both 18A and 18B.
19 – Deposit Thickness
Deposited weld metal thickness is an essential variable. It has been addressed in QW-404.30, which points us to QW-452. Per QW-452, the qualified weld metal thickness is generally 2t (where ‘t’ is deposited thickness in test coupon).
However, if at least ½ inch (13 mm) of weld metal with a minimum of three layers have been deposited in the test coupon, the qualified weld metal thickness is unlimited.
For oxy-fuel welding process, the maximum qualified weld metal thickness is equal to the thickness of the test coupon.
For GMAW-short circuiting process, and when deposited weld thickness is less than ½ inch (13 mm), the maximum qualified weld metal thickness is equal to 1.1 times the deposited thickness in test coupon.
[Note (1): This restriction does not apply for fillet welds [IX-95-28]. If the test coupon is a fillet weld, it qualifies fillet welds on all base metal thicknesses (QW-452.5). If a groove weld is used to support fillet welds, it qualifies fillet welds on all base metal thicknesses (QW-452.6).
Note (2): Generally, whenever there are two clauses in code addressing the same thing, the stringent of the two takes precedence over the other. This is one of the rare instances when the stringent one (QW-404.32) does not dominate the lenient one (QW-452.5/QW-452.6)].
When deposited thickness is more than ½ inch (13 mm), the unlimited rule discussed in above paragraph applies.
In 19A, write the actual deposited weld metal thickness in the test coupon. Tick the appropriate box depending upon whether a minimum of three layers were deposited in making the test coupon or not.
In 19B, write the qualified weld metal thickness in accordance with above paragraphs.
Keep in mind that if multiple qualifications are done in the same coupon (that is, multiple welders, or a single welder with multiple processes, or a single welder with different sets of variables), the deposited thickness of each qualification should be measured and recorded individually in 19A.
The corresponding qualified deposit thicknessesshould be written in 19B then.
20 – Position Qualified
Welding Position is an essential variable for welding performance qualifications.
In 20A, enter the position (that is, 1G, 2G, …etc.) in which the test coupon was made. Remember that 1G position is not the same thing as the flat position. So in 20A, indicate the position by way of 1G, 2G, etc. only, and not as flat, horizontal, etc.
I have covered this subject in some detail in another article, that may be found here.
In 20B, enter the positions for which the welder is qualified to weld in production. This judgment has to be made in accordance with QW-461.9.
Note that, in 20B – the positions have to be depicted as flat/ horizontal/ overhead/ vertical etc. (and not as 1G, 2G, etc.).
21 – Vertical Progression
QW-405.3 is an essential variable for welder performance qualifications (except OFW and semi-automatic SAW). Per QW-405.3, a change from upward to downward or downward to upward in any pass of a vertical weld is an essential variable (that is, it requires requalification), except that cover or wash pass may be deposited up or down.
This restriction is not applicable on root passes too if the root passes are going to be removed to sound metal in preparation for welding from the second side.
In 21A, indicate whether the test coupon involved welding in vertical progression. The positions that involve vertical progression are 3G, 3F, 5G, 5F, 6G, 6F. Indicate the progression of welding, i.e. uphill or downhill. If different passes of the coupon involved different progressions, indicate accordingly.
In 21B, enter the same data as entered in 21A.
If the test coupon did not involve vertical welding, indicate NA in both 21A and 21B. Although, the restriction of QW-405.3 is not applicable to cover pass or wash pass or root pass (if removed to sound metal on back side), this exemption is not generally mentioned on the WPQR. Although, it would be quite fine if was mentioned too.
22 – Type of Fuel Gas (for OFW)
This filed is only required to be filled when the welding process involved is oxy-fuel welding. Type of fuel gas used in OFW is an essential variable for welder qualification. That is, a change of gas from, say acetylene to propane etc., will require a requalification of the welder.
In 22A – enter the fuel gas used when making the test coupon. Make an identical entry in 22B.
23 – Backing Gas for GTAW, PAW and GMAW
Deletion of backing gas is an essential variable for welder qualifications with GTAW, GMAW, and PAW processes. However, requalification is not necessary if the production weld is made with a backing, or welded from both sides. This exemption does not apply when welding titanium and its’ alloys and zirconium and its’ alloys.
Note that only deletion of backing gas is essential variable (addition is not). That is, if the test coupon was made without use of a backing gas, the welder is qualified to make welds in production both with and without backing gas.
In 23A, enter ‘used’ if gas was used for shielding the weld from the back side, during test coupon welding. If gas was not used, write ‘not used’.
In 23B, write ‘with backing gas only’, or ‘required’ – if the entry in 23A is ‘used’.
If 23A shows ‘not used’, write ‘optional’ in 23B.
If the welding process is other than GTAW, GMAW or PAW, write ‘Not applicable’ in both 23A and 23B.
24 – Metal Transfer Mode in GMAW
In GMAW, a change from globular, spray or pulsed spray transfer mode to short-circuiting transfer mode or vice versa is an essential variable.
That is, if the test coupon was made using short-circuit transfer mode, the welder is only qualified to deposit with short circuit transfer mode. He is not qualified to deposit with other above-mentioned transfer mode.
And, if the test coupon was made with any of globular, spray or pulsed spray transfer modes, the welder is qualified to deposit with any mode among these three modes. He is not qualified to deposit with short-circuit mode of metal transfer.
In 24A, enter the type of transfer mode done in the test coupon. If ‘short-circuiting’ is written in 24A, enter the same in 24B as well. If any among globular, spray or pulsed spray is entered in 24A, write ‘globular, spray, and pulsed spray’ in 24B.
Note that all variables of GMAW process are also ditto applicable to FCAW process too.
If the welding process involved is any other than GMAW or FCAW, enter ‘Not applicable’ in both 24A and 24B.
25 – Current Type in GTAW Process
In GTAW process, a change from alternating current to direct current is an essential variable. Also, if direct current is used, a change from straight polarity to reverse polarity and vice versa is an essential variable as well.
In 25A, enter the type of current used. If DC is used, enter polarity too, i.e. SP or RP. Enter the same in 25B too.
If the process is any other than GTAW, enter ‘Not applicable’.
26 – Visual Examination of the Completed Weld
QW-304 permits to qualify the welder through either the mechanical test and visual testing option, or through the volumetric NDE option. The completed weld should show no cracks and should show complete penetration of the weld, and complete fusion of the weld metal with the base metal.
Note that for a plate coupon all surfaces are required to be examined, except the portion marked ‘discard’. For pipe coupons, entire circumference is required to be examined, both from inside and outside.
If the welded coupon meets these criteria, write ‘acceptable’ in 26.
Note that although the Section IX does not require visual testing when the qualification is done through volumetric NDE option, it is still advisable to do it. It is a quick inspection, and yields useful information. Record the results in the format.
27 –Type of Bend Specimen
Tick the type of specimen chosen for qualification.
The QW-452.1(a) requires one transverse face bend and one transverse root bend for weld metal thicknesses less than 3/8 inch (10 mm). Two side bends are required for any thickness between 3/8 inch (10 mm) to ¾ inch (19 mm).
Instead of two side bends, one root bend and one face bend can also be used. Above ¾ inch (19 mm) weld metal thickness, two side bends are required.
Note that the side bend specimens are required to be prepared in accordance to QW-462.2, while root bend and face specimens are required to be prepared in accordance to QW-462.3(a).
It is also to be noted that if the two base metals to be joined are quite different in ductility, or if the weld metal being is used has a different ductility than the base metal(s), then Section IX permits use of longitudinal bend tests too (QW-161.5).
Only root bend and face bends are allowed (no side bends). These longitudinal bend specimens must be prepared in accordance to QW-462.3(b).
The downside of using longitudinal bend specimens is that a longer length of the test coupon is required.
28 – Bend Tests for Corrosion Resistance Overlay
If the bend specimens are carved from a test coupon welded with a corrosion resistance overlay, the bend specimens are required to conform to QW-462.5(c) (for pipes) or QW-462.5(d) (for plates).
Tick the appropriate box, based on whether the test coupon was a plate or a pipe.
29 – Test specimens for Hard Facing Overlay
When the performance qualification is for a hard facing overlay, Section IX requires evaluation of the suitably etched cross section, and requires freedom from cracks, lack of fusion. Chemical analysis and hardness are also required to be checked at locations specified in WPS.
Tick the appropriate box, based on whether the test coupon was a plate or a pipe.
30, 31 – Bend Test Results
Enter the type of bend specimen used and the test results.
Discontinuities of size lower than 1/8 inch (3 mm) are permitted on the convex surface of the specimen (for cladding specimens the size permitted is 1/16 inch (1.5 mm)). The acceptance criteria is defined in detail in QW-163.
In 31, enter the size and number of discontinuities observed, if any. Write also the disposition of the test, that is – ‘acceptable’ or ‘not acceptable’.
32, 33, 34 – Volumetric NDE Results
Instead of visual and mechanical testing, the welder qualification can also be done through volumetric NDE. Any among radiography or ultrasonic testing is acceptable. Note that a weld length of at least 6 inches (150 mm) is required to qualify a welder.
The acceptance criteria for volumetric NDE is as per QW-191.
The findings of the NDE examination, and disposition (that is, acceptable or not acceptable) should be mentioned in 32. Among 33 or 34, tick the appropriate box to indicate the NDE method adopted to evaluate he test coupon.
Alongside the disposition, the test report number also may be written. Also, although it is not mandatory, it is advisable to annex the test report along with this WPQ record itself. In my organization, the test report is annexed to the WPQR.
The RT film is generally not annexed to the WPQR, because the film suffers a deterioration in quality over a period of time.
If the testing of test coupon was done through mechanical + visual testing, write NA in all three – 32, 33, 34.
35, 36, 37, 38–Fillet Weld Fracture Test
When the performance qualification is done through a fillet weld test coupon, fracture test and macro-graph are the two tests required. The specimen preparation for both these tests must be done in accordance with QW-462.4(b) (when the base material is a plate to plate) or QW-462.4(c) (when the base material is a plate-to-pipe or pipe-to-pipe). The description is also given in QW-181.2.
The acceptance criteria for fracture test is given in QW-182.
In 35, write the disposition of the fracture test – that is, acceptable or not acceptable. In 36, write the defect type, length and percentage of the defect lengths observed. For example, three inclusions and two porosities of collective length 3/16 inch (5 mm), etc.
In 37, 38 – tick the appropriate box indicating the type of fillet weld done. Tick 37 if the test coupon was a plate-to-plate coupon. Tick 38 if the test coupon was plate-to-pipe or pipe-to-pipe.
39, 40, 41 – Macro examination for Fillet Weld Coupons
Macro Examination is the second test besides fracture test, when the performance qualification of a welder is done through a fillet weld test coupon. The specimen preparation is required to be done in accordance to QW-181.2, QW-462.4(b) & (c). The acceptance criteria for the test is defined under QW-184.
The weld metal & HAZ should show complete fusion and freedom from cracks. The concavity or convexity should not exceed 1/16 inch (1.5 mm). And difference in leg lengths of the fillet should not exceed 1/8 inch (3 mm).
In 39, enter disposition of the test, that is – acceptable or not acceptable. In 40 and 41, enter fillet leg lengths and convexity or concavity.
42 – Other Tests
The welding engineer should always bear in mind that the tests asked by Section IX are only the minimum requirements. Based on the needs of an application, other tests may be included for qualifying a welder.
For example, in my work place – longitudinal face bend is also a required test for performance qualification of a welder for corrosion-resistance overlay welding. This test is not required by Section IX.
43, 44 –Person Who Evaluated the RT Film/ Mechanical Test Specimens
Here in 43, enter the name of the person who evaluated the RT film. Note that the personnel who do this evaluation are required to be appropriately qualified in accordance with QW-191.
If the qualification is done through the mechanical testing option, the person who evaluates the bent specimen must ensure that the specimen preparation was done in accordance to QW-161.
Section IX permits to sub-contract thepreparation of the test specimens from the completed test joint, and performance of mechanical testing or NDE, provided the organization accepts full responsibility for this work.
In 44, enter the lab/company in which the person who evaluates the film/specimens is employed.
45, 46 – Mechanical Testing
In 45, enter the name of the person who carries out the mechanical testing. Note that the agency/person that does the mechanical testing must ensure that the testing was done in accordance with QW-162 (which leads us to jigs illustrated in QW-466.1), and the acceptance is based on QW-163.
In 46, enter the test report number. As with test report for NDE exam, the mechanical testing report may be annexed with the WPQR itself.
47 – Supervision of Welding
The Section IX requires that the welder who makes the test coupon must be under the supervision and control of the qualifying organization. Who must do this supervisory role?
While Section IX does not address this, it does say (in 2019 edition onwards) that the person performing supervision and control must be designated, and must have knowledge on Section IX, and must have knowledge on the scope and complexity of the qualification being done.
In my opinion, this role can only be filled by the responsible welding engineer. Therefore, in 47, enter the name of the welding engineer.
Note that the welding engineer must be an employee of the qualifying organization. Section IX expressly prohibits production of test coupons under the supervision and control of another organization.
Note that the welding engineer is not required to witness all of the welding. However, he is a responsible person. He must ensure that the data that would be eventually recorded on the WPQR is a true reflection of the events that occurred during production of the test coupon.
48, 49, 50 – Certification
Certification of the WPQR is an important aspect of the qualification exercise. In 48, enter the name of the qualifying organization. This is the organization that is going to manufacture/ fabricate the code compliant equipment. The organization is the owner of the qualification.
In 49, enter the name and signature of the certifying individual. This person need not be the same as the one that supervised the welding of the test coupon. In my organization, these two people are the same person, that is – the welding engineer.
In 50, enter the date of declaration of test results. Commonly, this date is a few days after the date of completion of welding. Sometimes however, the mechanical testing can take up to several weeks, in which case this date would be substantially later to the date of welding.
What should be the starting date of the welder’s six-month validity before it expires (per QW-322)? Should it be date of test results? Or, should it be date of welding? There was controversy around this earlier. However, in 2019 edition onwards, Section IX has made it clear in QW-301.1, that the date of validity begins from the date of completion of welding.
So, this was all I had to offer on the subject of writing a welder performance qualification record, or WPQR. Please share your thoughts, observations, questions in the comments section below. Thanks for reading.
Excellent overview, many thanks for posting
Hello. Thanks for your comments.
if a welder qualified during pqr test, is pqr number need to be mentioned at wps number in welder record or newly qualified wps number, (as essential variable in wps and wpqt is different.)
if a welder qualified during pqr test, is pqr number need to be mentioned at wps space in welder record or newly qualified wps number, (as essential variable in wps and wpqt is different.)
Hello. For doing the PQR you would have used a preliminary/ provisional WPS. The identification of that WPS can be mentioned.