
When a welder is qualified in accordance with ASME BPVC Section IX, he is only eligible to weld within the qualified ranges of the variables followed in his qualification test coupon. The qualified ranges of only a few variables (that are laid out under QW-350 in Article III of Section IX) need to be reckoned. These variables are called essential variables.
If, due to job requirements, the welder is required to weld outside the qualified range of these essential variables, then he must requalify. A fresh qualification must be done with the changed values of these variables.
In simple words, the Section IX reckons that these variables are associated with the skill of a welder. So, if a change occurs in these variables, the welder must prove his competence again by taking a fresh qualification coupon.
The essential variables are different for each welding process. They are established under QW-350 for welders, and QW-360 for welding operators. It is to be understood that the variables under QW-350 and QW-360 are mutually exclusive; the variables under QW-350 do not apply to welding operators qualified using the variables of QW-360 (this finds further confirmation in interpretation IX-17-89), and vice-versa.
The table QW-416 summarizes essential variables for performance qualification of welders with processes. This table serves as a convenience for reference.
In this article, we shall discuss the essential variables for welder qualification, when SMAW process is used:
1. Deletion of Backing
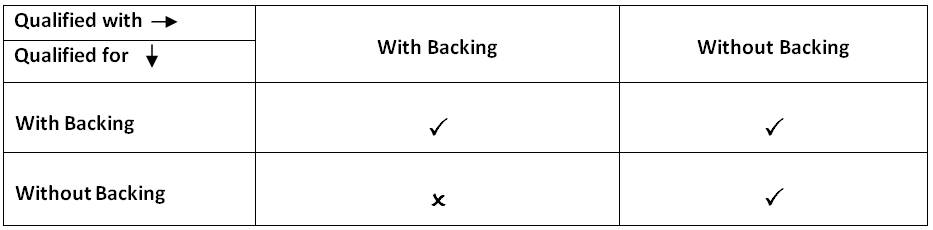
Per QW-402.4, deletion of backing is an essential variable. This means that if the welder welded with backing on his qualification coupon, he is only qualified to weld with backing in production.
However, if he welded without backing on his qualification coupon, he is qualified to weld both with and without backing in production.
This tells us that welding without backing is a greater skill. A welder qualified without backing can weld jobs both with and without backing.
Double welded grooves are considered welds with backing.
The following table explains this information in brief:
Here is an article, that explains the subject of backing for welder qualification in greater detail.
2. Change in Outer Diameter of Pipe
Change in outer diameter is another essential variable for welder qualifications. This is addressed in QW-403.16.
When welding on pipes of small diameter, it takes greater skill for the welder to make a good weld. What is small diameter, one might ask. The answer to this is found in table QW-452.3, reproduced below:
| OD of the test coupon | OD qualified |
| Less than 1 in. (25 mm) | Size welded to unlimited |
| 1 in. (25 mm) to 2-7/8 in. (73 mm) | 1 in. (25 mm) to unlimited |
| Over 2-7/8 in. (73 mm) | 2-7/8 in. (73 mm) to unlimited. |
This table tells us the following information:
If a welder welded on a pipe of any OD less than 1 inch (25 mm) in test coupon, he is qualified to weld on pipes of OD equaling the actual OD of pipe welded to unlimited OD in production welding.
Also, if he welded on a pipe of any OD between 1 inch (25 mm) to 2-7/8 (73 mm) in test coupon, he is qualified to weld on pipes of OD 1 inch (25 mm) to unlimited OD in production welding.
Also, if he welded on a pipe of any OD exceeding 2-7/8 (73 mm) in test coupon, he is qualified to weld on all pipes of OD 2-7/8 (73 mm) and greater, in production welding.
Table QW-452.3 is applicable when the coupon is a groove weld. Same rules apply when the test coupon is a fillet weld too, these are given in Table QW-452.4 (which makes one think, why the need for a separate table in QW-452.4 when all information is identical to QW-452.3?).
There are some exemptions available to this rule.
When a welder is qualified through a groove weld coupon, he gets qualified for all diameters (and all fillet sizes, and all base metal thicknesses). This exemption has been given at QW-452.6.
Another exemption is for corrosion resistant & hard facing overlays. When an overlay is deposited on a pipe OD such that the direction of welding is in axial direction, then the small diameter restrictions as described above do not apply.
Note that there is no restriction on the maximum qualified diameter; there is restriction only on the minimum qualified diameter. Also, there is no restriction on inner diameter of a pipe; there is restriction only on the outer diameter.
Here is an interesting article on this website that addresses the subject of welder qualification for pipe welding.
3. Change in P-Number
Change in P-number of the base metal is another essential variable for welder performance qualifications. This has been described in QW-403.18. However, there is wide-ranging liberty available to this rule. The QW-403.18 refers us to table QW-423. This table is reproduced below for reference:
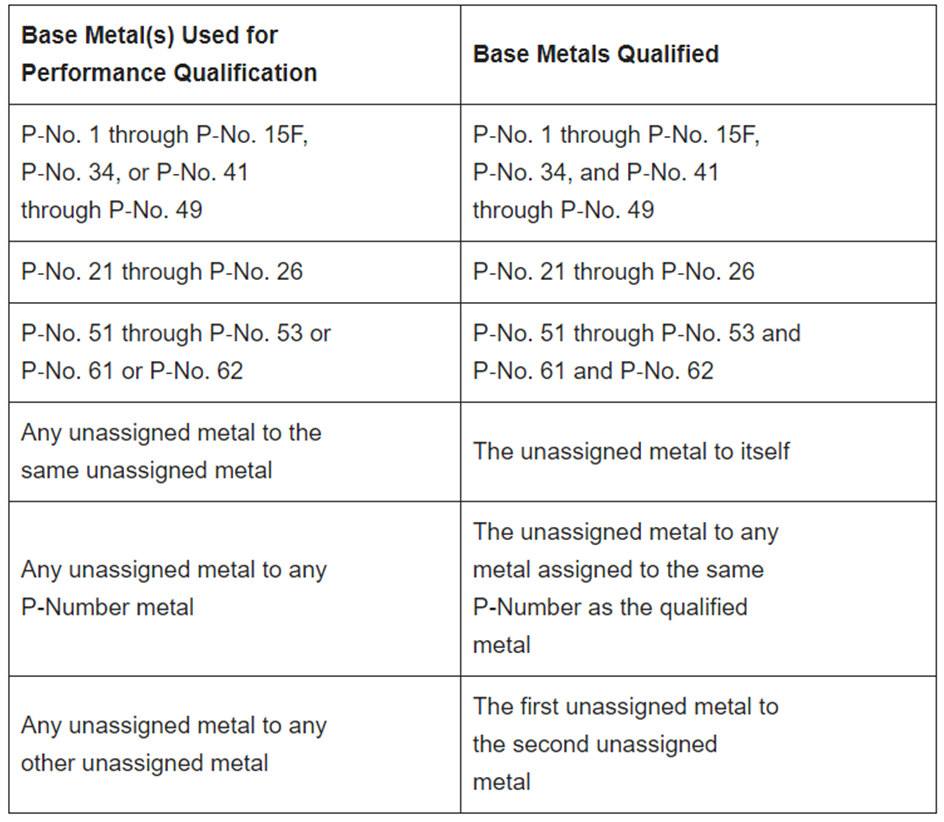
As can be seen, when any base metal shown in the left column in this table is used for welder qualification, he gets qualified to weld all combinations of base metals shown in the right column, including unassigned metals of similar chemical composition to these metals. As is obvious, this is a wide-ranging liberty.
For example, a welder qualified on a carbon steel can weld on ALL steels, and ALL nickel & nickel based alloy metals. Clearly, the qualified range is huge.
Here is an article on this website that deals on this matter in some detail.
4. Change In F-Number
The table QW-432 lists down F-numbers of all electrodes, rods and filler metals that are classified in ASME BPVC Section II Part C. A change from any one to any other will require the welder to requalify (except the exemptions given in table QW-433).
The table QW-433 is reproduced below for reference.
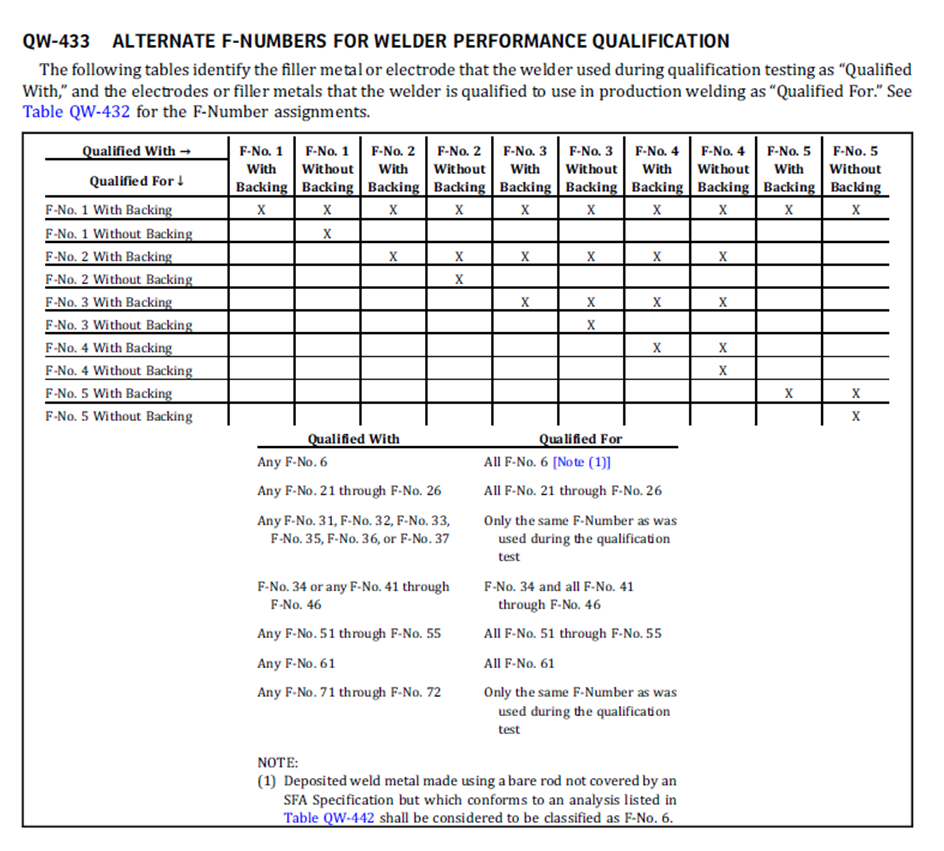
The table is self-explanatory. In essence, for F-numbers 1 through 5, a welder qualified with a F-number can weld with all lower F-numbers too, but only with backing.
Also, a welder qualified with any F-number 6 filler is qualified to weld with any other F-number 6 filler. Note that ALL solid bare fillers of carbon steel, low alloy steel, stainless steel material have been assigned F-number 6 in QW-432. So, there is wide-ranging liberty here as well.
Similar, liberty has been given for copper alloys, nickel alloys, titanium alloys, and zirconium alloys as well (the interpretation IX-78-50 is contextual here).
Another thing worth noting here is the usage of the words “any other filler metal” in QW-404.15. This phrase points towards all filler metals that are not assigned a F-number in QW-432. In other words, any filler that is not classified under Section II Part C would fall in this category. In essence, this phrase refers to all unassigned fillers.
This means that if a welder has been qualified with an unassigned filler metal of a certain trade name, he is qualified to weld with only that unassigned grade of filler. Trade name of the filler, however, can be different.
Interestingly, Section IX refers to unclassified base metals as unassigned metals. In case of fillers, it uses this phrase any other filler metal to indicate the fillers not classified in ASME eco-system.
5. Change in weld deposit thickness
This variable has been described in QW-404.30. As per this, a change in deposition thickness requires requalification of the welder, except as permitted in QW-452.1(b). The table QW-452.1(b) is reproduced below for reference:
| Thickness of the weld metal deposited in qualification coupon | Thickness of the weld metal which the welder is qualified to deposit in production welds |
| All | 2t |
| 1/2” (13 mm) and over, with a minimum of three layers | Maximum to be welded |
It is obvious that there is a sizeable qualified range for this variable as well. If only a welder deposits ½ inch (13 mm) or more (with a minimum of three layers) in his test coupon, he is qualified to deposit unlimited thickness is production welds. There is no limit on the lower side as well.
It needs to be kept in mind that the thickness of the reinforcement beads is NOT to be accounted while reckoning the deposition thickness.
Like all other variables, some exemptions have been allowed for this variable as well.
When a welder has been qualified on a groove weld coupon, he is qualified to weld on fillet welds of all sizes (and all diameters and all base metal thicknesses).
Here is an article on this website that deals with this matter of deposition thickness in welder qualification coupons, in some detail.
6. Change in welding position
As per this variable, change in welding position is an essential variable. Any change from the position qualified would require requalification of the welder.
This variable has been described in QW-405.1. The QW-405.1 refers us to QW-303, which finally brings us to QW-461.9. The table given under QW-461.9 is a landmark table that contains rules for this all-important subject of welding positions. This table is reproduced below for reference:
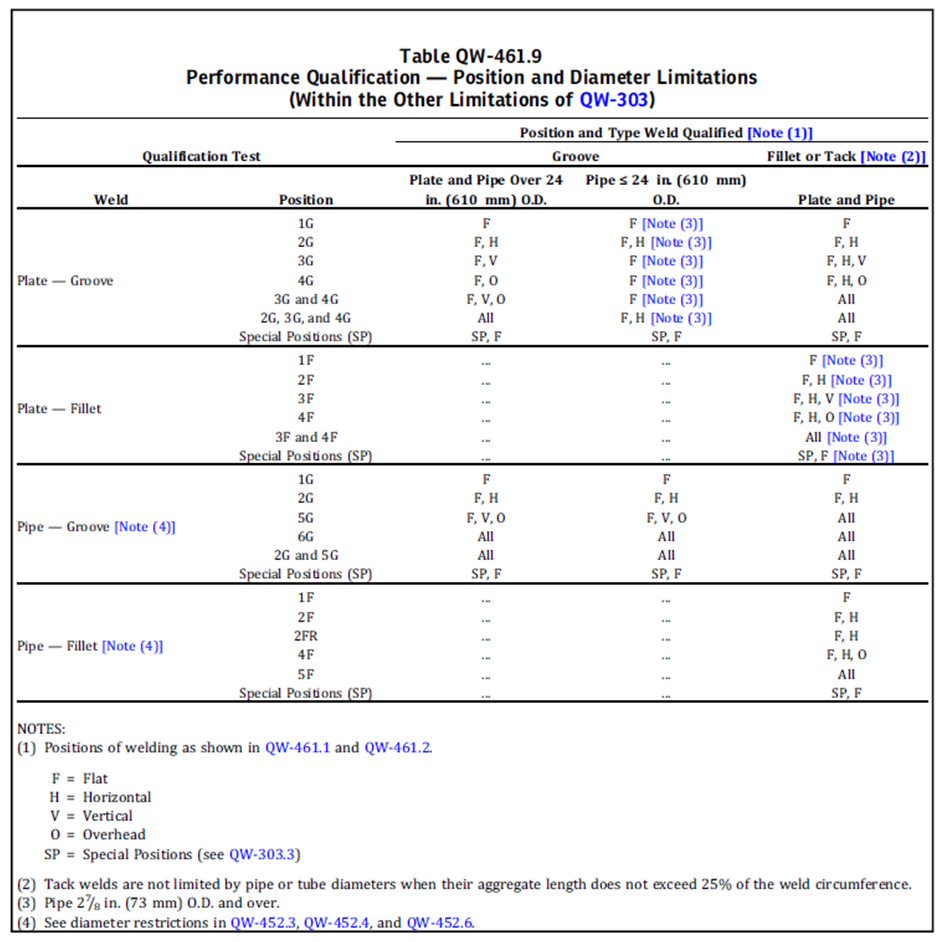
Say, a welder got qualified on a plate groove weld coupon in a certain position. Then the first row in the above table needs to be consulted to find out what positions he is qualified to weld in. As can be seen, the qualified range for plates and pipes of OD over 24 inches (610 mm) is same.
This welder can, however, weld on pipes of OD lower than 24 inches too, but only if the pipes are of OD 2-7/8 inch (73 mm) and over, and with further restrictions on position (for e.g. a 3G welder can weld on plates and pipes of OD > 24 inches (610 mm) in flat and vertical positions; however, he can weld on pipes of 2-7/8 inch (73 mm) < OD < 24 inches (610 mm) only in flat position).
Likewise, if the welder qualified on a pipe groove weld coupon in a certain position, the row number three of the above table needs to be consulted to determine his qualified range of welding positions. And so on.
It should be noted from this table that a welder who qualifies in a special position is qualified for that position, as well as flat position. This has been addressed at QW-303.3 in Article III. This is also the subject of interpretation IX-92-46.
This table also answers the question whether a welder qualified on a plate can weld on pipes too. And vice-versa. As you can see in the table, he can. But with some restrictions.
Have you wondered that while the positions indicated for qualification test are indicated as 1G, 2G,…etc., however, the qualified positions are indicated as flat, horizontal, etc. Why might this be??
Read this article to find out.
7. Change of Progression
This variable has been described in QW-405.3. As per this variable, “a change from upward to downward and downward to upward, in the progression specified for any pass of a vertical weld” requires requalification of the welder.
Some exemption has been given to this variable as well. The cover or wash pass can be deposited up or down, regardless of the progression followed in the test coupon. Also, when the root weld is going to be removed in preparation for welding from the second side, in such case – the root pass can be deposited up or down.
This variable becomes applicable only when the test coupon is welded in 3G or 5G or 6G positions. In 5G and 6G test positions, if the welder begins from one side and proceeds towards another in one continuous circle, he would have deposited both upward and downward progressions. In such case, the welder is qualified to deposit both up and down progressions.
So this was all about essential variables when a welder performance qualification is done with SMAW process. The essential variables for other processes are along similar lines too, with a few additions and modifications.
Please feel free to share your insights on the matter, in the comments section below.
Hi There. Can we discuss the essential variables for welder qualification when using the GTAW Process.
Hello. Yes, I intend to write an article on this in the near term future.
Thank you!