
In welding – besides the current current power source, the second type of power source is the constant voltage (CV) machine or the constant potential (CP) machine. It has a relatively flat volt-ampere characteristic curve. In this article we shall discuss about arc welding with constant voltage.
Features Of A Constant Voltage Machine
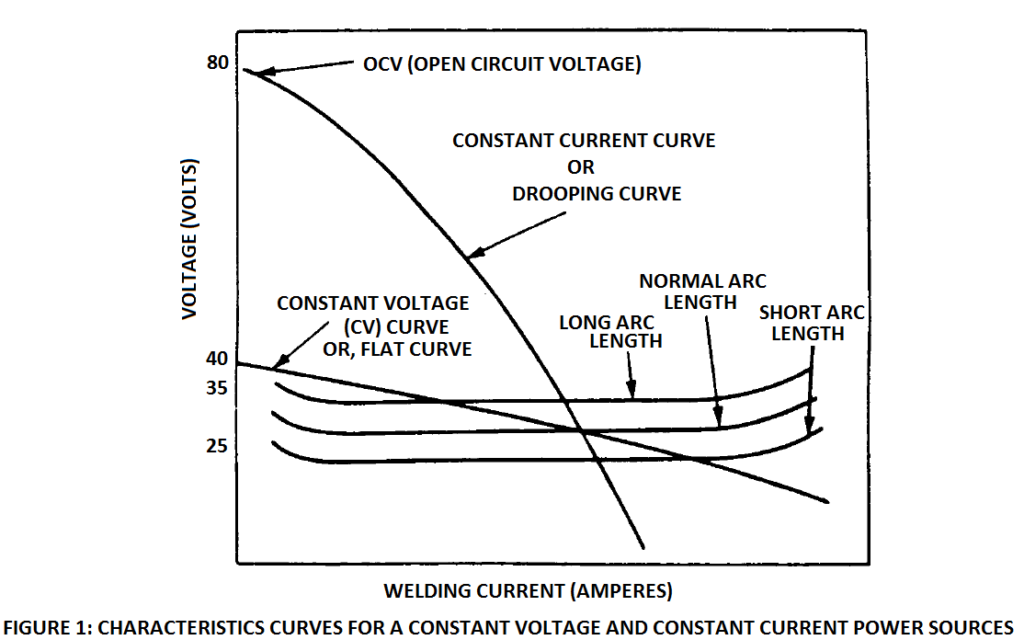
The figure below shows the output characteristic curves of both the constant current source and the constant voltage source. Characteristic curve is obtained when the machine is statically loaded in steps, and the output current and output voltage is measured and plotted. As can be seen, the curve for constant current droops down rapidly as the current is increased. This is why, this curve is also called drooping curve. And, the current-voltage characteristics of a constant current machine are often called drooping curve characteristics.
Flat Characteristic Curve
In comparison, the constant voltage curve does not drop so fast. The curve remains relatively flat. This is why, this curve is called a flat curve, and the current-voltage characteristics are called flat curve characteristics.
Constant voltage machines are never used for processes which see manually fed electrodes, such as shielded metal arc welding. These machines are more appropriate for processes that see a continuous wire feeding, driven by a mechanized arrangement. One fine example is submerged arc welding.
As the voltage is changed, different curves similar to the CV curve shown in above figure will be obtained.
Similar To Commercial Electricity Supply
To understand constant-voltage supply in welding power sources, consider the commercial electrical supply that is made to our homes. The local transformer taps the 11kv line, and converts it to a usable voltage; say 50 volts or 100 volts (the standard is different in different countries). Thereafter the supply is made to each home at a constant voltage. You would find that at each plug point in the house, the voltage is the same.
The actual current drawn by each appliance then depends on the electrical resistance (R) offered by that appliance, in accordance with Ohm’s law (V=IR). Since the V remains same, the current depends on the ‘R’, which is different for every appliance in the house. Appliance of higher power rating draw greater current (by offering less resistance), since the power requirement is greater. Likewise, appliances of lower rating draw lesser current (by offering more resistance), since they can do with lesser power.
The welding machines that function on constant voltage principle function in a similar way as well.
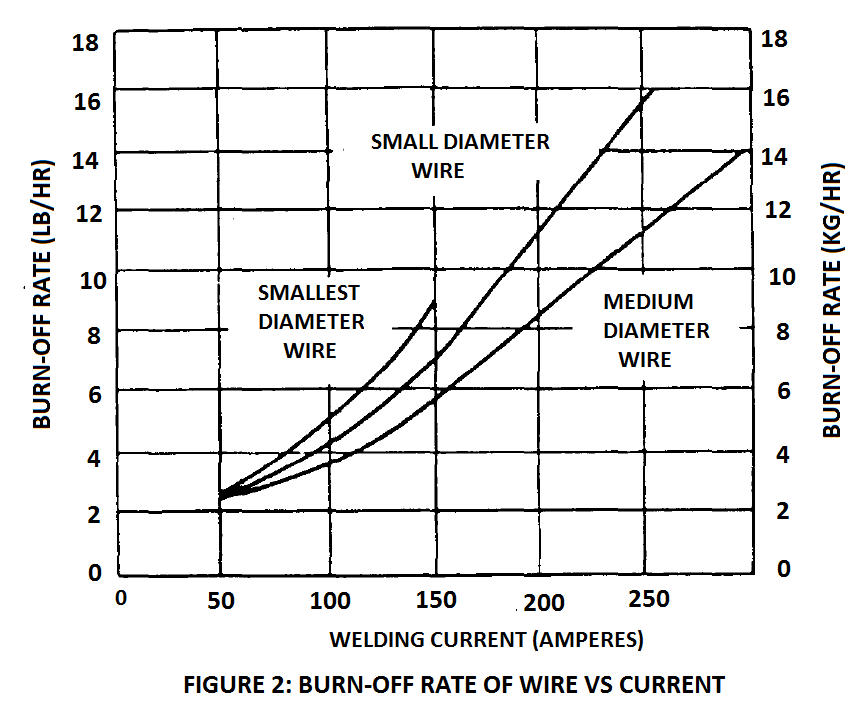
In those welding processes that utilize a continuously fed electrode, the melt-off rate is directly proportional to the current. A higher current means higher melting rate of the electrode and a lower current means lower melting rate. Of course, the melting rate is not same for all wires, in all atmospheric conditions, and on all base metals.
The melting rate may vary depending upon the wire diameter, composition of the electrode, shielding gas used, etc. However, individually, for each wire – the melt-off rate increases as the current increases. This is a definite relationship, which is depicted in the following figure. This figure has been plotted for steel welding wires, with a carbon dioxide shielding atmosphere.
Self-Regulating
In a constant voltage power source machine, the wire is fed at a constant rate by a wire-feeding arrangement. This arrangement is not influenced by the arc length, resistance, etc. The rate of melting at the arc must match this rate of feeding, because the wire has nowhere else to go. Whatever length of wire is fed to the welding head must get melted.
The constant voltage power source is, in turn, designed to supply the necessary current to keep up this rate of melting. This current depends on the resistance offered by the arc at the arcing point.
The arc length can vary a little during welding due to the changes in contours of the work-piece. The change in profile of the job may cause the arc length to increase or decrease momentarily. If the arc length increases, it increases the resistance that the power source must overcome to keep up the same rate of melting.
So the power source supplies more current to overcome this resistance. The voltage remains same. The power source adjusts itself similarly when a decrease in arc length takes place as well. In this way, the power source is self-regulating.
This functioning is similar to a commercially used electric generator. The generator supplies power at a constant voltage. Depending upon the load in the circuit, the generator supplies more current or less current, as required. For example, consider a building that is served by a diesel electric generator.
Say, all residents in the building switch on their TV sets since a sports event has just started airing. The load in the circuit shoots up. The generator responds to this by supplying greater amount of current.
Likewise, when the load is less (say, everyone has gone to their offices, and the building is largely empty), the generator responds by supplying lesser current. However, the voltage of the supply remains same.
Characteristics Of A Constant Voltage Welding Machine
The figure below shows the output characteristics of a constant voltage welding power source. The power source is designed to supply power at a largely constant voltage. As can be seen in the figure, as the current increases, the fall in voltage is very less. The power source regulates itself to maintain same voltage at its’ output terminals.
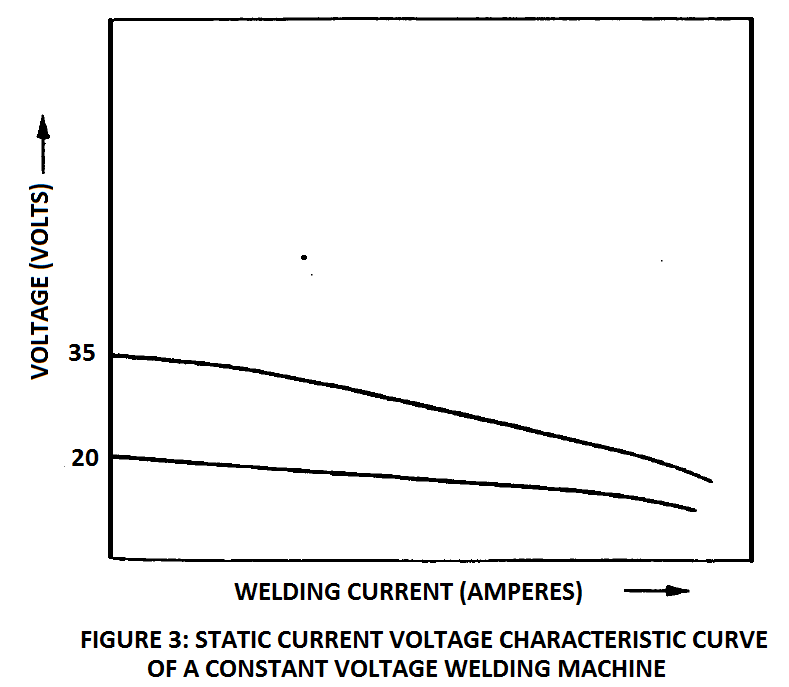
The various components in the welding circuit pose resistance to the current flow. The welding cables, welding head, the stick-out of the electrode from the head, arc gap, etc. all add up to the resistance that the welding circuit offers to the power source. If any change in this resistance occurs, the power source must respond by adjusting the current supply accordingly. Once the welding begins, there does not occur any change in resistance due to fixed elements in the circuit such as cables, welding head, etc. The only significant change occurs across the arc.
It should be kept in mind that a small change in the arc length causes a significant change in the resistance offered by the arc. A slight voltage change occurs due to this. The figure below shows the characteristic curve of the constant voltage machine.
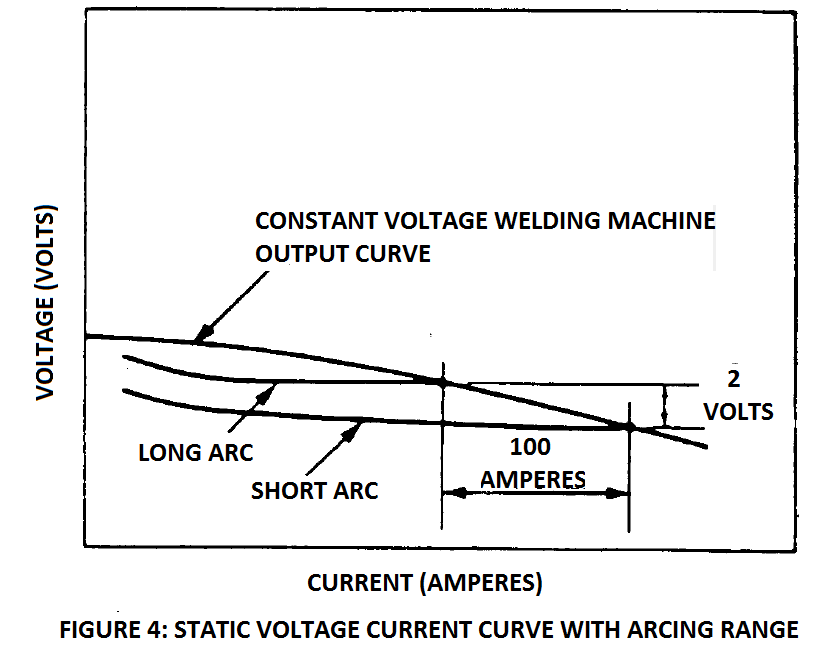
Consider the curve in the arc region. Note that a small change of 2 volts causes the power source to adjust the current by almost 100 amperes. This causes a momentary increase in melt-off rate. However, the wire feed speed is constant. The melt-off rate at the arc must match this rate.
So, the arc length returns back to its’ original value, and the arc is kept sustained.
In this manner, the current in the circuit is constantly varied to keep up with the slight changes occurring in the arc length. It is a self-regulating mechanism to ensure that a constant-melt off rate is maintained. And whenever a change in the arc length occurs, the mechanism tries to revert to original arc length by varying the current momentarily. The mechanism keeps up a supply of constant voltage (although, a slight drop is inevitable at higher currents).
In processes such as gas metal arc welding, the wire is fed to the welding gun through a cable. Due to the movement of the cable, there occurs a drag on the wire feed rate. The power source responds to it by supplying appropriate current to keep up the melt-off rate.
Different electrode sizes require different slope of the characteristic curve. Most machines have several taps as a means of adjusting the slope of the characteristic curve, in a manner similar to the fine current control in constant current machine.
The slope of the curve indicates the change in amperage for a certain change in voltage. A flatter slope indicates a large change in current for a small change in voltage. A steeper slope means a small change in current for a relatively large change in voltage. A curve with medium slope falls among the above two. The figure below shows three curve with different slopes.
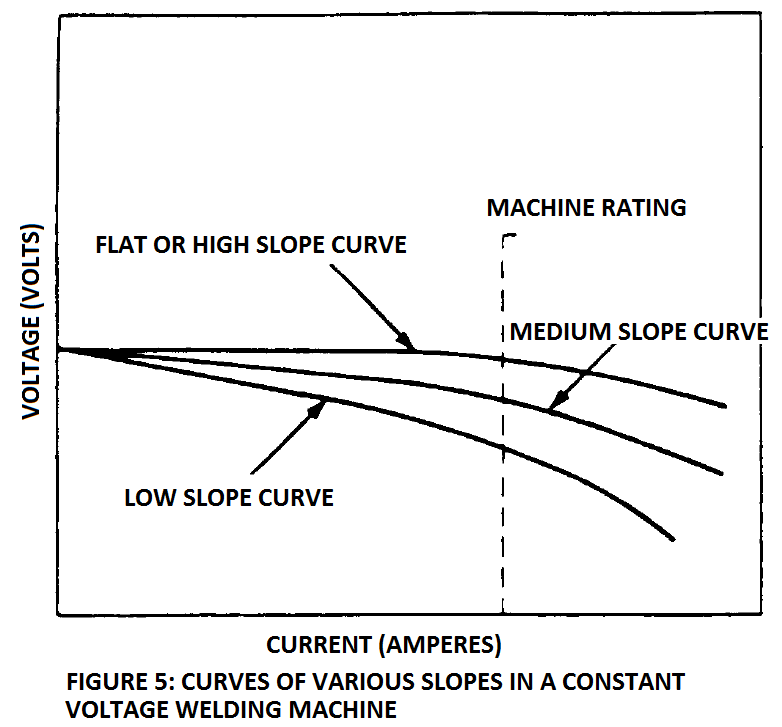
When welding is done with GMAW process using non-ferrous electrodes, a curve having a slope of 1-1/2 to 2 volts per 100 amperes is suitable. This slope also works for SAW and FCAW processes with higher electrode diameters. This corresponds to the flatter curve in the above figure.
When carbon dioxide is used as the shielding gas in GMAW, and in small diameter FCAW process, a slope of 2 to 3 volts per 100 amperes is found to be more suitable. This corresponds to the medium slope curve in the above figure.
When short circuiting arc transfer mode is adopted in gmaw process, a slope of 3 to 4 volts per 100 amperes is recommended. This corresponds to the steeper slope curve in the above figure.
The dynamic characteristics of the constant voltage power source must be carefully designed to cater to abrupt changes in the voltage. For example, if a sudden change in voltage occurs due to short circuit, the current increases rapidly to a high value. This is a good feature for starting the arc, but this creates spatter if not controlled.
This control is brought about by adding inductance or reactance to the circuit. This changes the response time of the machine to the sudden changes in the voltage, and enables a stable arc. A difference amount of inductance is inbuilt for different slopes in most machines.
A constant voltage power source is used for GMAW process. The polarity used us DCRP. DCEN polarity is not preferred because it produces an erratic unstable arc. The properties of the weld are not good. However, DCEN polarity is easily usable for submerged arc welding and flux cored arc welding.
Alternating current is normally not used with constant voltage power source. Also, constant voltage source is not used for shielded metal arc welding either.
So this was about welding with constant voltage. Please share your observations in the comments section below.