
The oxyacetylene torch is a vital component of oxyacetylene equipment. Broadly speaking, it receives gas supply from the two gas cylinders (one for acetylene and other for oxygen), mixes them, and delivers them to the point of flame. Robust and precise construction of the oxyacetylene welding torch is important for obtaining a quality weld, and for safety of personnel and equipment.
The torch is composed of a handle which the welders grips while welding. Two gas inlet nipples are available at the rear end, which are used to connect the gas hoses coming from the gas cylinders. A mixing chamber follows the handle where the acetylene and oxygen get mixed together. Two tubes which deliver gases from the hoses to the mixing chamber.
The tip is where the flame originates. In addition to this, two needle valves are mounted at the rear end to regulate the flow of gases to the torch tip. These valves are used to control the volume of gases in desired proportions.
By varying the opening of these valves, the required type of flame (that is, a reducing flame, oxidizing flame, or a neutral flame) can be achieved.
The following paragraphs discuss in brief about the types of oxyacetylene welding torches, torch tip and mixer, and torch hoses.
Types Of Oxyacetylene Welding Torches
Oxy-acetylene welding torches are mainly categorized into two types: one is the low pressure type which is also called as the injector type; second is the equal pressure type.
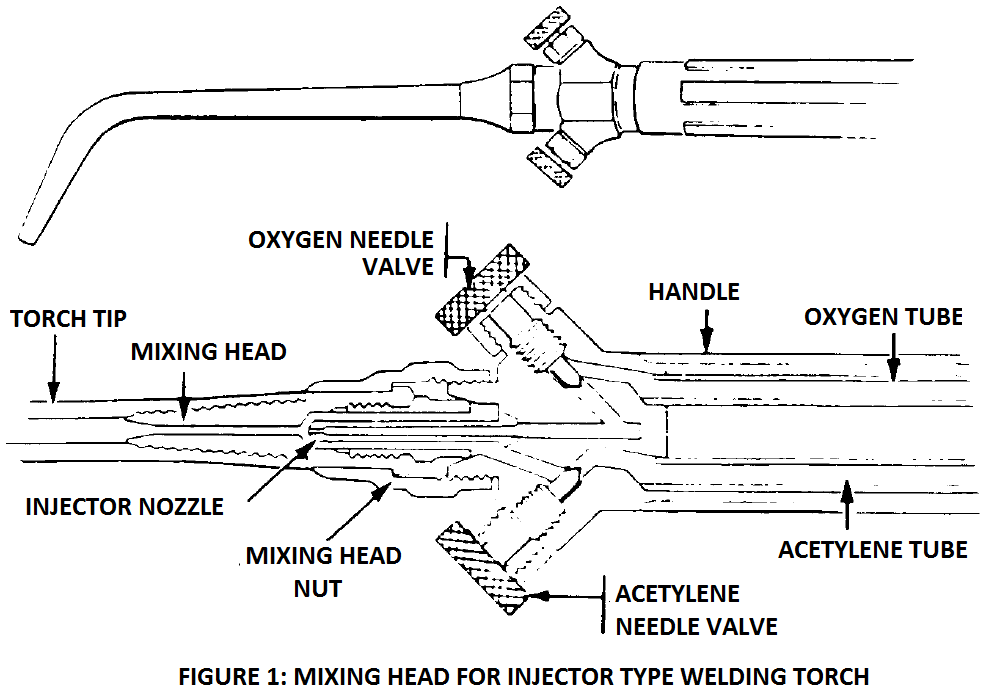
In the low pressure or injector type torch, see figure 1 below, the acetylene pressure is kept below 1 psi (6.89 kPa). The oxygen is fed in the form of a high pressure jet that produces a suction effect, which draws in the required amount of acetylene. The mixer in the torch is designed to work on the injector principle. If there is any change in the rate of oxygen flow, it produces a proportionate change in the flow rate of acetylene, so that the proportion of the two gases remains same.
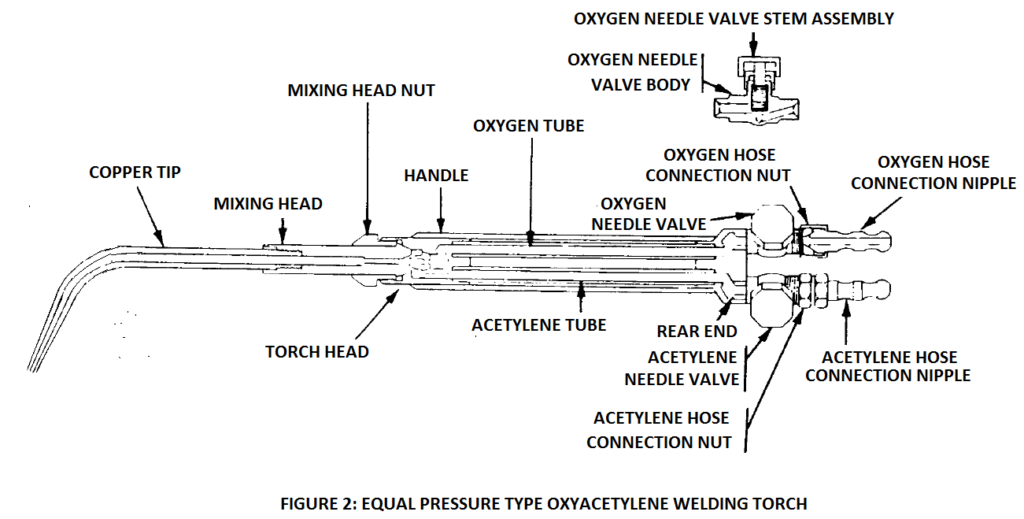
The equal pressure torch, see figure 2 below, as the name suggests operates with equal pressure for both oxygen and acetylene. This pressure ranges from 1 psi to 15 psi (6.89 kPa to 103.5 kPa). This is the more commonly used type of torch, as it offers certain advantages over the injector type torch.
In this type of torch, the welder can more easily adjust the flow rate of both gases. The chances of occurrence of flashbacks are less too, in this type.
Oxyacetylene Welding Torch Tips and Mixers
The tip of the torch (see figures 1 and 2 above) is the orifice through which the mixture of oxygen and acetylene issues from the torch, and the flame occurs at the tip. Accordingly, the tip is made of hard drawn electrolytic copper or 95% copper and 5% tellurium. The tip may contain a single orifice, or multiple orifices, based on its’ type and construction.
The diameter of the tip orifice(s) depends on the type of flame and heat input. The tip sizes are designated by numbers according to a system designed by the manufacturer of the torch. Generally, a smaller number indicates a smaller orifice diameter.
The mixer head assures the desired flow of gases in the desired proportion of each gas. The torch mixers are made for different tip sizes. The mixer is assembled with the tip for which it is designated, and then the assembly is screwed on the torch handle. A universal mixer is a unit that can be attached to tips of different sizes.
Oxyacetylene Welding Torch Hose
The oxyacetylene welding hose connects the gas cylinders to the welding torch. It is a channel that transports the oxygen and acetylene gases from their respective cylinders to the welding torch.
The pressure in an oxygen cylinder can be as high as 2200 psi (15,169 kPa), which must be reduced to a working pressure of 1 to 25 psi (6.90 to 172.38 kPa). The acetylene cylinder pressure can be as high as 250 psi (1724 kPa), which must be reduced down to a working pressure of below 15 psi. The hose must be capable of withstanding these pressures.
Also, acetylene is an explosive gas at high concentrations. The hoses must therefore transport the gases without leakage, else untoward incidents may happen. Accordingly, the hose must be non-porous. The hose must also be able to tolerate reasonable amount of mishandling in the shop floor conditions. It should be strong, and it should also be supple at the same time.
The hose must be made of fire resistant material. The rubber used in the manufacture of hose is chemically treated to eliminate free sulphur to avoid possible combustion. Also, the hose must be fit for operation in sunny conditions, it must not get damaged by prolonged exposure to sunlight.
Note: A hose should be used for only one gas. Once a hose has been used for transporting one gas, it should not be used with another gas.
Hose Identification
In US, the color of oxygen hose is green, and that of acetylene is red. In Europe, the hose carrying oxygen is colored blue, while the hose carrying acetylene is colored orange. Sometimes, black color is also used for oxygen hose.
The hoses are provided with special openings at both ends, to enable a tight leak-proof connection to the welding torch and the cylinder regulators.
Composition Of Hose
Generally, the hose is a rubber pipe, with rayon reinforcements, covered with another layer of rubber. If the hoses are meant for light duty applications, the inner diameter of the hose varies from 1/8 inch to 3/16 inch (3.2 mm to 4.8 mm), and a single ply of rayon reinforcement is enough. If the hose is going to serve heavy duty applications, the inner diameter of the hose varies from ¼ inch to ½ inch (6.4 mm to 13 mm). The rubber pipe then needs to be reinforced with 5 plies of reinforcement.
As stated in above paragraphs, one hose should be used for only one gas. An interchange must not happen. In order to prevent an inadvertent interchange, the threaded fittings for acetylene hook up are made left-handed, while those for oxygen are made right handed. This prevents a dangerous mix-up.
The hoses come in two varieties: One variety is a single hose for each gas. In the second variety, the hoses for both gases are bonded together, and covered with a common outer rubber jacket throughout their length. This reduces clutter on the shop floor, this prevents the hoses from getting entangled with each other. This also strengthens the hose. A strong hose does not get easily kinked.
Oxyacetylene Welding Torch Malfunctions And Corrections
As stated in previous paragraphs, acetylene is an explosive gas at high concentrations. A leak in the welding torch can lead to flashbacks/ fires that can cause of life and equipment. Therefore, any defect in the welding torch that can give rise to a leak in the gases must always be attended to immediately. This prevents such accidents.
The functioning of the torch can get impaired in several ways. The seat of the mixer head could be leaking, the inlet valves of the gases could be leaking, the tip orifice would have becomes out of shape due to prolonged usage, the inlet threaded connections could have got damaged, the passage in the tubes could have got clogged due to dust, etc.
Regular maintenance of the torch should be carried out to keep it in the best working shape, and to ensure safety. Worn out parts that cannot be repaired should be replaced. In handling the oxyacetylene welding torch, the safety should be of paramount concern.
| Title | Buy | Image |
|---|---|---|
| TopZenStyle Oxygen & Acetylene Gas Cutting Torch and Welding Kit Portable Oxy Brazing Welder Tool Set with Two Hose,Regulator Gauges,Storage Case | Check Price |  |
| Stark Gas Welding & Cutting Torch Kit Oxy Acetylene Oxygen Brazing Professional Set Victor Type, Carrying Case | Check Price |  |
| XtremepowerUS Premium Oxy Acetylene Welding Cutting Torch Kit Oxygen Brazing Professional Set Carrying Case | Check Price |  |
| H&J Heavy Duty Acetylene & Oxygen Cutting Welding Torch Tool (300 series), Torch handle + Cutting attachment, with one piece Cutting Nozzle/Tip | Check Price |  |