
SAW, short for submerged arc welding is a welding process in which joining of metal is obtained by striking an electric arc between a consumable wire electrode and the work-piece. Shielding is provided by a blanket of flux which covers the arc completely. In other words, the arc is submerged under the flux. The process derives its’ name from this feature. No pressure is used.
Submerged Arc Welding Equipment.
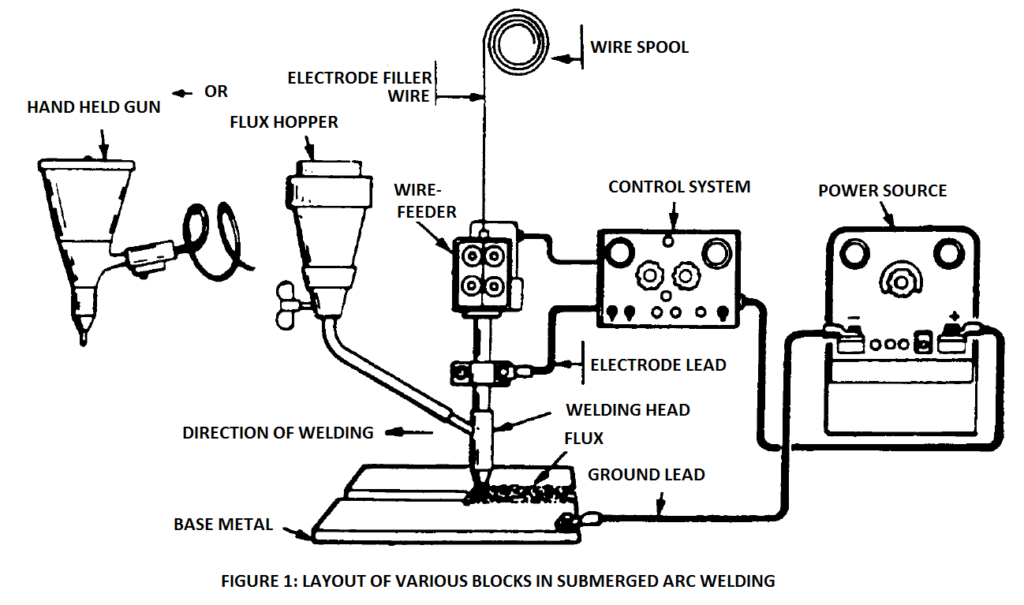
The figure below illustrates the layout of various constituent blocks of submerged arc welding equipment.
The main components of SAW equipment are a power source, a welding gun or torch, wire feeder mechanism for feeding the electrode, control system, flux hopper and flux feeding mechanism to the arc, and a travel arrangement for movement of welding gun along the direction of welding.
Power Source
The power source is a very important part of the equipment. It should be rated 100% duty cycle since most SAW welding times are longer than 10 minutes. If a 60% duty cycle power source is used, it should be de-rated according to the duty cycle curve for 100% operation.
Submerged arc welding is done over amperages of 300 amperes to almost 1500 amperes. The power source must be capable of supplying this amperage. Sometimes, two machines may be connected in parallel as well to provide higher currents for high current applications.
The power source is generally expected to supply direct current. When constant voltage system is used, only direct current is required. Also, for semi-automatic welding, direct current is generally used.
However, for machine welding or automatic welding, alternating current is also required.
When constant current supply is used, the wire-feed system must have a voltage sensing mechanism. For a constant current supply, either of direct or alternating current may be used.
The power sources generally used are of generator type, or transformer-rectifier type. Though, the latter type is more widely used.
Welding Gun And Cables
One cable originates from the positive terminal of the power source and connects to the control system. This cable supplies electrical power to the electrode. Through the other end of the control system, this cable continues and intersects the electrode wire just before the welding torch.
The wire picks up current on the way to arc through a current-pickup tip.
The wire electrode is fed to the welding gun by a wire-feed mechanism which is driven by a motor mounted on the welding head itself. It is a pull-mechanism that pulls the wire available on the spool.
Flux Feeding Mechanism
A flux container is mounted at some height above the welding head. A hose issuing from this container carries flux to the welding gun. Just above the point where the arc is intended to be struck, a flux hopper is installed. When the welding operation is under progress, flux slides down the hose due to gravity from the container at the top. It is fed to the arcing area through the flux hopper. A mound of flux gets formed over the arc, which shields the arc from atmospheric gases.
When sufficient height of flux build-up is achieved over the arc, the available flux prevents further flux from pouring out the hopper. As the welding head moves along the direction of welding, fresh flux issues through the hopper to keep up the height of flux build-up. The height of flux build-up depends on how high the welding gun is positioned over the work-piece.
Too much height of flux build-up is not good as it suppresses the gases evolved during welding to escape out. A too low height of build-up is not desirable either, because this might result in inadequate shielding of the arc.
Periodically, the flux vessel at the top must be replenished to keep up the flux supply.
Besides this mechanism, a flux-recovery mechanism is also usually used. In this mechanism, a vacuum pump driven system sucks up the unused flux available on the top of welding bead.
Often times though, this can be replaced by manual recovery of the flux – wherein the welder or his helper manually scoops up the unused flux remaining on top of the deposited weld bead.
These are the main components of submerged arc welding equipment. Though, several accessories to make the system more sophisticated. Devices such as seam followers, work rovers, and weavers add to the features of the equipment. However, these devices make the system more complex.
Advantages Of Submerged Arc Welding
Submerged arc welding is a wonderful process that offers many advantages over other commonly used processes such as SMAW and GTAW. Many teething problems are solved with the introduction of SAW. Some of these advantages are as follows:
- High quality welding is obtained. Since the wire is fed mechanically, human limitation that is inherent in SMAW is eliminated. Thick sections can be welded in a single go, without any defects at all.
- Speed of welding is far higher than SMAW. A 2 inch thick circumferential seam weld joint can be completed over a single 8 hour shift, without any defects. The same joint would take 3-4 days of intense work to complete. Then too, the chances of ending up with a defect ridden weld would remain high.
- The arc remains covered with flux. Hence there is no spatter problem. The deposited bead has high aesthetic appeal. The bead has a smooth, uniform finish. No metal wastage due to spatter occurs.
- In this process, welder does not have to look at the arc through a filter glass. In fact, welder does not have to look at the arc at all, since the arc is submerged inside the flux. This means less strain on the eyes of welder. This also means minimal need for protective clothing. Welders love SAW over SMAW.
- Little to no smoke. Unlike SMAW, there are no fumes involved in this process. The ventilation is not such a critical requirement with this process.
- No wastage of consumable due to unused stub, like SMAW.
- Other processes such as SMAW require arc manipulation for a good weld. Welder skill is an important factor in obtaining a good quality weld. Not so in submerged arc welding.
Uses Of Submerged Arc Welding Process
Submerged arc welding is used extensively in the heavy industry. It is used for welding thick sections of steel in quick time. This includes welding of longitudinal and circumferential-seam welds in shells and pipes of large diameter. A butt weld between two plates is an easy work with SAW process, if the situation permits welding in flat position.
Fabrication of pressure vessels, tanks, vessels for storage, nuclear reactors, heavy structures, etc. sees extensive usage of this process. It is also widely used in the ship building industry. Another application is the manufacture of beams and trusses.
The process also lends itself easily to maintenance and repair work, and build-up of worn-out surfaces as well.
Limitations Of The SAW Process
For all its’ wonderful features, SAW process has a few limitation as well. One major limitation about this process is its’ applicability to flat position alone. It simply cannot be used for welding in any other position.
Another limitation is that it is used generally for mild-steel and low alloy metals only. Quenched & tempered steels are difficult to weld with this. Though, this problem has been solved to a large extent. Suitable compositions have been developed for welding wires that enable welding of Q&T steels as well.
The heat input used in submerged arc welding process is significantly higher than other processes. A dia 5/32 inch (4 mm) SMAW electrode requires a current of just 160 amperes. Whereas, a SAW wire of same diameter operates at a current values in the region of 450 to 500 amperes. High heat input does not sit well with some grades of base metals.
Hence a procedure qualification should be done. If the qualification test passes in all mechanical tests, the parameters used in the welding of qualification coupon becomes qualified parameters. It would be then required to strictly adhere to these parameters when welding on job.
Another limitation is that, during the welding in this process – the welder cannot look at the arc. This can be disadvantage when welding at the root of a seam. However, this limitation can be offset by welding the root passes with SMAW process, and the remaining thickness with SAW process.
Principles of Operation
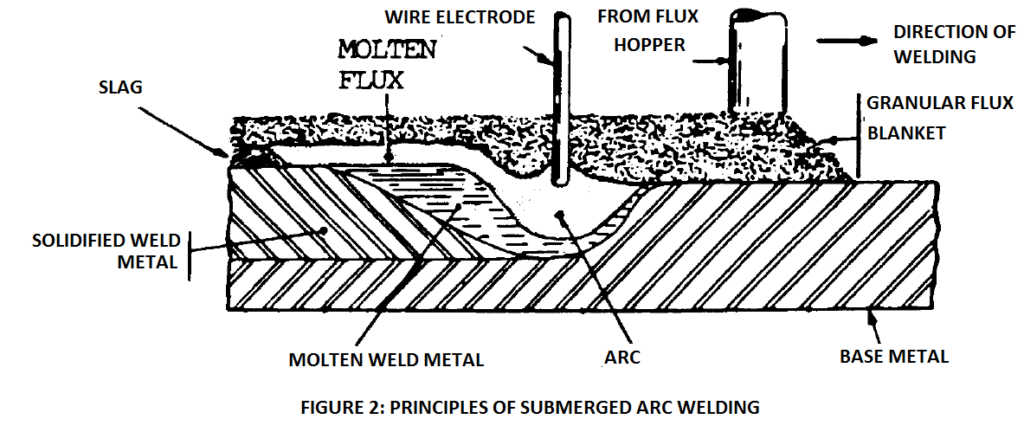
The illustration in the figure below shows the progression of welding at the base metal. The welding gun, flux hopper, power source, etc. have not been shown, so that focus can be brought upon the weld metal, base metal, and the flux mound over the arc.
The heat of the arc melts the base metal at the point where it touches the metal. This heat also melts the tip of the wire. The droplet of molten metal grows bigger as more and more metal is melted. Eventually, the droplet becomes quite big, and detaches from the wire due to gravity, and gets deposited on the base metal.
In this manner, droplet after droplet of weld metal gets deposited, while the wire gets continuously fed into the arc. As the welding head moves along the direction of welding, the weld metal gets laid along a line over the base metal. A good weld is characterized by fine ripples of smooth and uniform size bead.
Shielding of the arc is provided by the blanket of flux covering the arc. The flux particles just adjacent to the arc get melted due to the heat of the arc, and mixes with the weld metal. The products of this flux burning are lighter in weight, and form as a slag over the top of weld metal. The slag is like a protective cover that keeps the bead surface undisturbed from all external elements.
For good quality fluxes, the slag peels off on its own without requiring great effort from welder. Sometimes, the slag is difficult to remove, and needs to be beaten with a chipping hammer, especially in deep groove welds.
The flux blanket protects the molten metal from oxidation by atmospheric gases. In fact, the process derives its’ name from this blanket of flux. The arc remains submerged under the flux, hence the name submerged arc welding.
The flux also contains deoxidizers and scavengers that help to eliminate impurities from the molten weld metal.
The unused flux remaining on the surface of the deposited weld bead can be reused. Normally, in my shop – this used flux is mixed with fresh flux in the ratio of 2:1, and used again.
The SAW process can be applied vide three methods: semi-automatic welding, machine welding, and automatic welding. Manual welding with SAW is process is not possible since the welder cannot see the arc, and hence cannot control the arc in any way.
The SAW process can be used only in flat position. In other positions, it is very difficult to hold the flux blanket in place. Moreover, in this process, due to high heat inputs – the size of weld metal pool is high, which is difficult to sustain in non-flat positions.
However, with some effort – welding in horizontal position can also be achieved. This would require special controlled procedures and devices to hold the flux in place so that the arc remains covered with the flux. However, this is not a commonly used process.
In the remaining two positions, that is – vertical position and overhead position, SAW position cannot be used.
Metals Weldable And Thickness Range
SAW welding is a commonly used joining process for carbon steel, low alloy steel, quenched and tempered steels, and stainless steels. In my shop, this process is also used for depositing corrosion-resistant overlays over a low alloy steel with nickel-alloy filler.
The following table lists the materials that can be welded with this process.
| Table 1: Base metals weldable with SAW process | |
| Wrought iron | Weldable |
| Low carbon steel | Weldable |
| Low alloy steel | Weldable |
| High and medium carbon steels | Possible, but not popular. |
| High alloy steel | Possible, but not popular. |
| Stainless steel | Weldable |
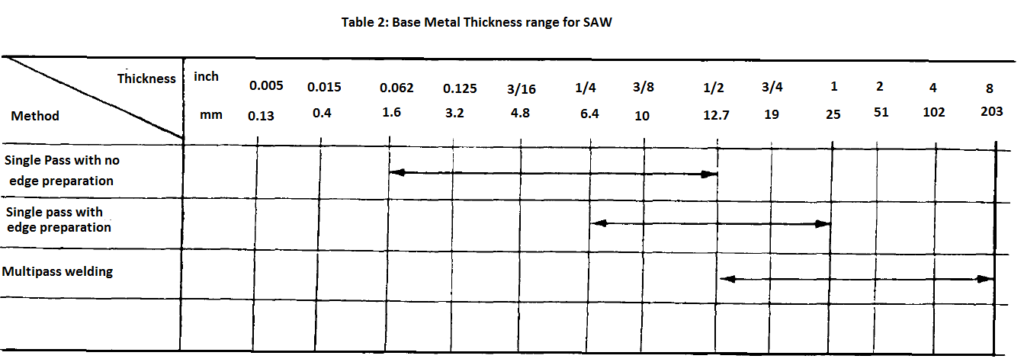
Regarding the thickness of base metals, very low thicknesses cannot be welded with submerged arc welding process.
Base metals of thickness up to ½ inch (13 mm) can be welded without any edge preparation and with a single pass. Base metals of higher thickness would require an edge preparation, typically a V-groove or U-groove.
Base metals of even up to 1 inch (25 mm) can be welded with a single pass, although this is not an advisable option considering the heat input would be very high and bead appearance would be lumpy. If multipass technique is used, unlimited thickness of base metal can be welded with this process. The above information is summarized in the table below:
Joint Design In SAW Welds
Same joint design as specified for shielded metal arc welding can be used for SAW as well. However, for best utilization of submerged arc process – some different joint designs have been suggested.
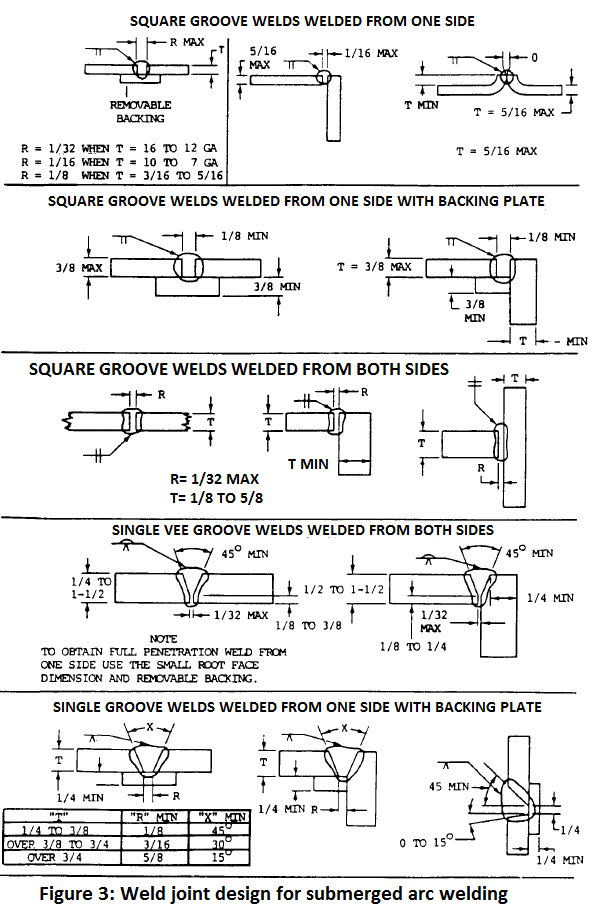
For groove welds, a square groove design can be used up to 5/8 inch (16 mm) of base metal thickness. For thickness above this, bevelling of the plates is necessary.
A backing strip (sometimes called backing plate or backing bar) is used to provide support to the molten metal during root welding. Use of backing bar can be eliminated if access to the backside of the weld is available. If backside access is available, root passes can be removed by grinding/ gouging, and fresh weld metal can be deposited from the backside. This assures a full penetration joint.
If access to backside is not available, full penetration has to be achieved while welding from the front end itself. In such case, use of a backing bar is essential.
The following figure suggested joint designs for few such cases.
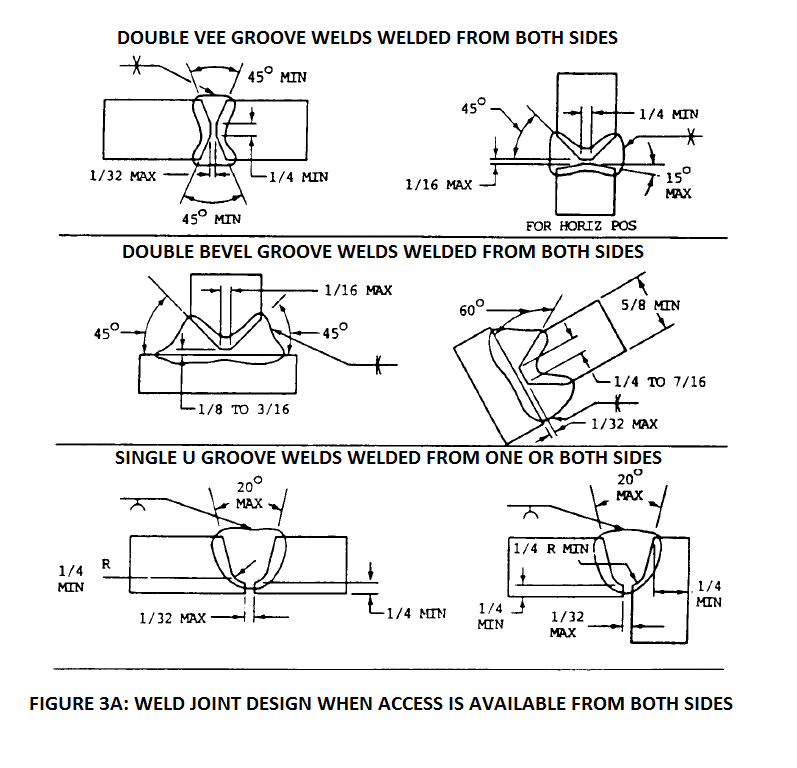
Further, the weld joint design when access from both sides is available is indicated in the figure below.
Deposition Rates
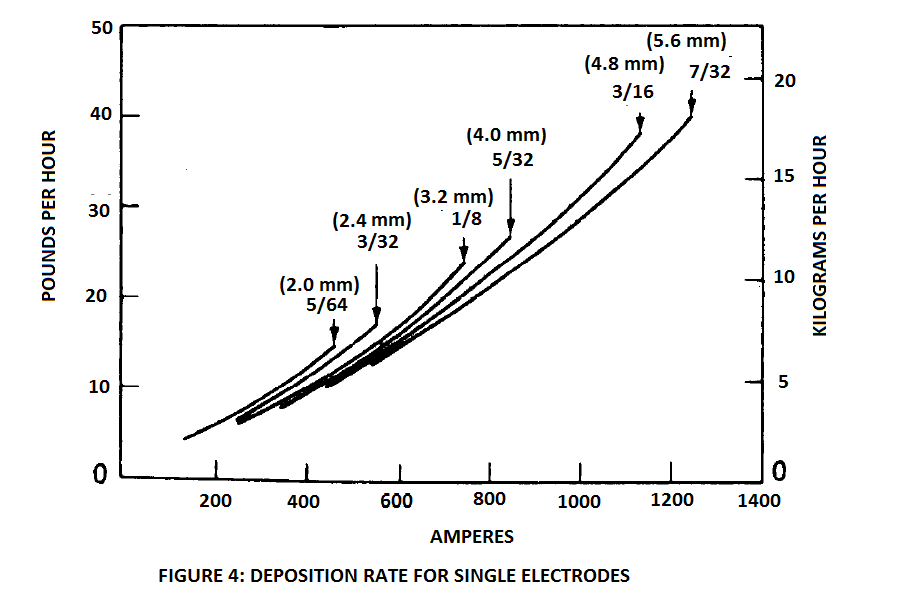
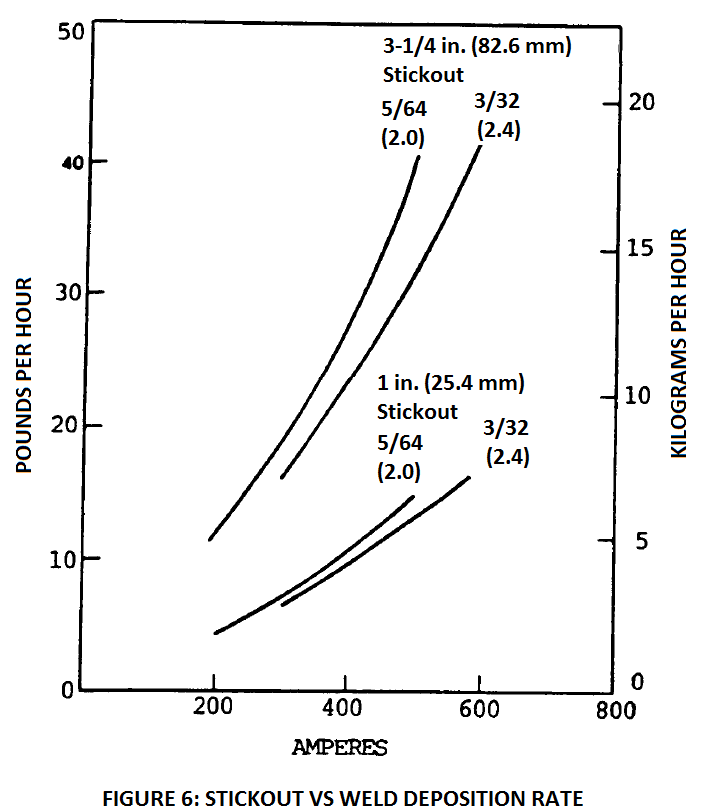
The weld metal deposition rate in submerged arc welding is higher than that in any other arc welding process. The figure below indicates metal deposition rates at various amperages for different diameters of welding wire. Clearly, as the current increases, rate of metal deposition increases too for all wire sizes.
Besides the amperage and the wire diameter, the rate of deposition depends on four other factors: polarity, stick-out of wire from the welding head, flux composition, and multiple electrodes.
Let us see each of these factors one by one.
Polarity
The rate of metal deposition is highest for direct current electrode negative (DCEN) polarity (DCEN is also sometimes called straight polarity). This rate is lower for direct current electrode positive polarity (DCEP), although the difference is not too significant. DCEP is also called reverse polarity in some places.
The deposition rate with alternating current (AC) falls between that of DCEP and DCEN.
Stick-Out
A longer “stickout” menas a higher deposition rate. However, the weld penetration gets reduced with a long stick-out. Stick-out is the distance between end of the nozzle to the point where the wire melts-off.
Metal Additives In Flux
Generally the flux is used only for providing the shielding function to the arc. However, sometimes the flux also serves as the vehicle to deliver certain alloying elements to the weld metal. In such cases, the flux is loaded with metal powders that are intended to be added to the weld metal.
The rate of deposition in such cases is higher than when the flux performs only the shielding function.
Multiple Electrodes
Commonly, only a single electrode is used in SAW welding. The single electrode draws power from a single power source. However, sometimes multiple electrodes may also be used. The power in such case is drawn from multiple power sources connected in parallel. Due to multiple wires, the rate of deposition is also appreciably high.
Quality Of SAW Welds
The weld deposited by submerged arc welding is very high. When a correctly matched welding wire, flux, and welding procedure are used, the strength and ductility of the weld metal matches or exceeds those of base metal.
The size of the weld bead deposited with this process is higher than that of other processes. A correctly deposited bead has fine ripples and a uniformly sized bead. Uniformity and consistency in all layers is the hallmark of submerged arc welding. If you optimize the parameters such that the resulting bead has desired strength and ductility, you can repeat those parameters endlessly to get consistently good welds.
Since the wire is fed by a mechanised system (instead of being fed manually as in SMAW, GTAW, etc.), the defects arising from the inherent errors in manually fed wire-feeding are minimized.
The amperage, as we saw in the above paragraphs, is far higher in SAW than other processes. This means that heat input in SAW process exceeds that of other processes by a factor of almost three. A higher heat input also means lower cooling rate. A lower cooling rate is advantageous in welding of high strength low alloy steels.
A lower cooling rate allows the diffusible hydrogen more time to escape out harmlessly from the weld.
While these are the positive features of the quality of a SAW weld, there are some quality related problems as well.
In large sized seams, the fit up of the joint sometimes cannot be made to perfectly. The root opening would vary a little along the length of the seam. If the joint was manually welded, the welder would be able to see the variations in root gap and adjust the arc such that complete root fusion is obtained, while avoiding excess penetration.
However, in case of SAW – the welder cannot see the arc (since it is submerged inside the flux). Hence the welder cannot make any adjustments that would account for the variations in root gap, and also in base metal profile. Since the wire feeding is at a uniform rate, it may result in under-filling in a few portions of the weld, and over-filling in some other portions.
This problem can be overcome, as is obvious from the above paragraph, by using a different welding process at the root. SMAW is commonly used for root passes, followed by SAW. A skilled operator can work around the problem while using SAW process too.
Another quality problem occurs when making large single-pass welds. The impurities (if any) of the base metal as well weld metal get accumulated along the centreline of the weld.
The weld bead in SAW solidifies in a manner that the weld metal at the centreline is the last to solidify. So the impurities get accumulated along this line. In single-pass welds, the size of the bead is large too, so the shrinkage volume and the shrinkage stress magnitude is large as well.
Due to this, if the weld assembly is free (that is, free from restraints), it distorts heavily out of shape. If the assembly is restrained, there is a chance of cracking along the impurity laden centreline.
The solution to this is to make multiple passes instead of single-pass.
Another quality related problem is the hardness of the finished weld and heat affected zone. Before dispatch, hardness checks are specified at all SAW-made seams in pressure vessels, in critical applications. This is to ensure that there are no sudden changes in hardness along the seam, and the hardness at all points is below a certain value. A maximum hardness of 225 Brinell is recommended, but this may vary based on the base metal and the application.
High hardness can occur on a SAW deposited bead due to many reasons. One is the high alloying content in the base metal. This happens when a highly alloyed wire-flux combination is used. The composition of the wire-flux combination should be just right.
High hardness can also occur due to non-application of correct preheat temperatures and/or excessively fast cooling rate during post-weld heat treatment.
The solution to hardness related quality problems is to use a well-optimized welding procedure, and adhere to it stringently.
Another quality related problem, albeit a minor one, is that the start and end of a SAW deposited bead are defect-prone. This can be solved by using run-on/ run-off plates such that the end and start of the bead does not fall on the production joint. Another solution is to do grinding of the start/stops after every pass.
Weld Schedules
Submerged arc welding gives best results when done in accordance with pre-established welding procedures.
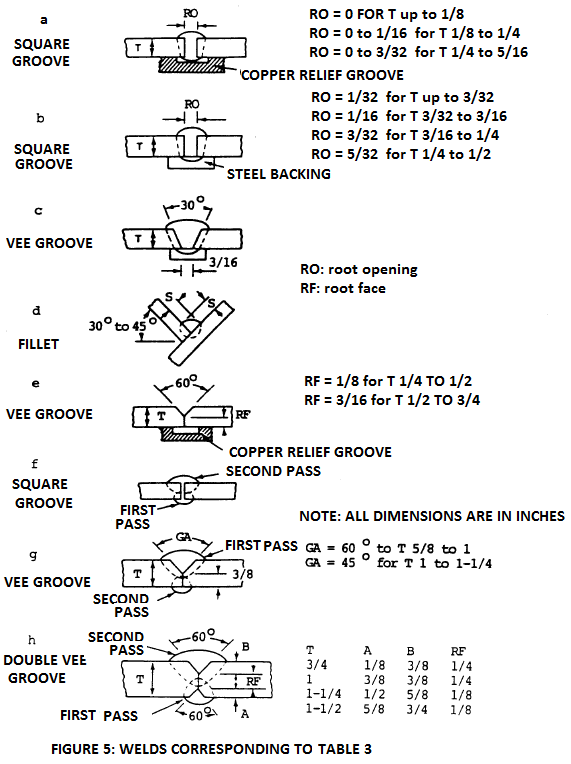
The journey to a good weld begins with joint design. The root gap and the bevel-angle should be appropriate to the thickness of the base metal. The following figure shows recommended joint design for various welds.
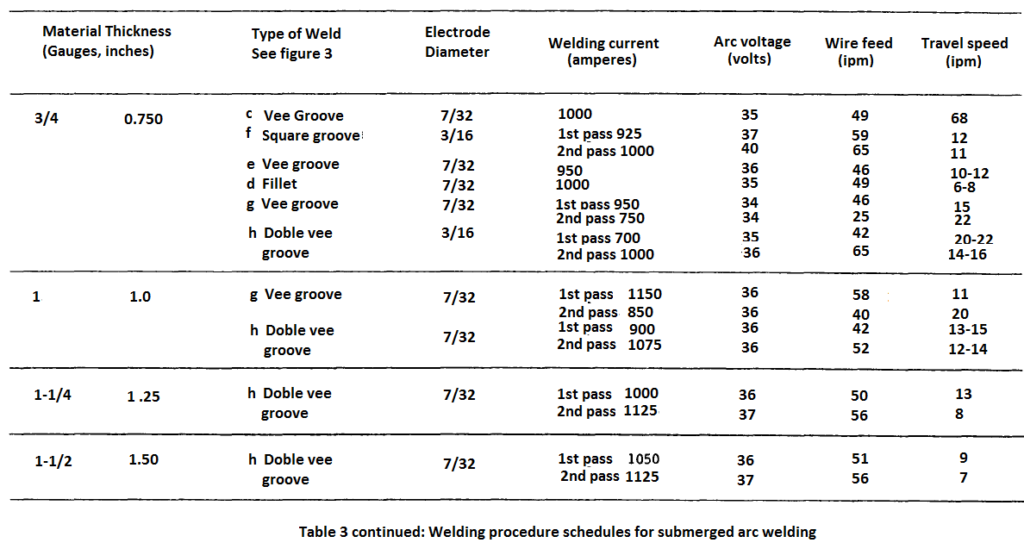
Next important thing after choosing the correct joint design is the welding parameters. The electrode size, current, voltage, wire-feed speed, travel speed, preheat, post-heat, interpass temperatures are all integral factors in determining the quality of the weld.
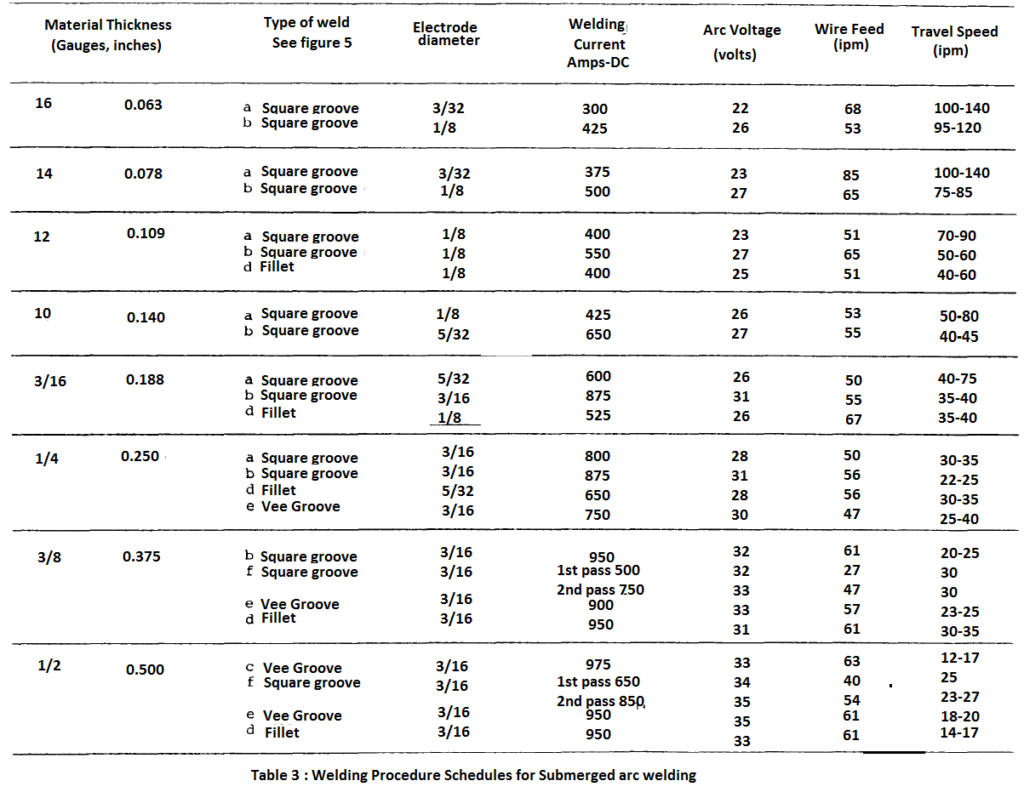
The following table lists recommended values for some of these parameters, for different base metal thicknesses. The values are recommended for a single electrode process, welding on mild-steel or low alloy steels. However, the values can be adapted to other ferrous metals also.
These values can be adopted directly for ordinary welds where quality requirement is not so stringent. Whenever in doubt though, it is always best to run a procedure qualification to determine the suitability of the parameters.
However, for stringent-quality applications (such as coded jobs), all parameters are required to be qualified through procedure qualification test, mandatorily. Only if the qualification coupon passes in all mechanical tests, the parameters used in welding of coupon are considered qualified to use on production jobs.
Welding variables
From a code point of view, the various welding variables of submerged arc welding process are listed in table QW 254 in article II of ASME BPVC Section IX. These variables are same as those of other arc welding processes, with a few exceptions. For example, QW 404.9 (change in wire/flux classification), QW 404.10 (change in alloying contents of flux), QW 404.24 (addition or deletion of supplemental filler), QW 404.27 (alloying contents of supplemental filler), and QW 404.34 (change in type of flux) are a few variables that are unique to submerged arc welding, and not found in other arc welding processes.
Wire-Flux Combination
The wire flux combination in SAW process is decided base upon the chemical and mechanical property requirements of the joint. The weld metal deposited by the wire-flux combination should be similar in chemical composition to the base metal. The mechanical properties, such as UTS, YS, % elongation, impact energy, etc should be equal to or better than those of base metal.
If two dissimilar base metals are used, it is enough to match the weld metal properties with the weaker of the two base metals.
It should be understood that there is no separate classification for fluxes in the ASME BPVC. Fluxes are only classified in combination with specific wire grades. In other words, the fluxes themselves do not have a designation.
When a wire-flux combination is specified in the manner as defined in SFA 5.23 or SFA 5.17 of ASME BPVC Section II Part C, it only indicates the properties that would be achieved if a particular brand of flux is used with a grade of wire (the grade of wire is specified in the wire-flux designation).
In European codes though, there are separate classification available for different kinds of flux as well.
The choice of wire diameter depends on the thickness of base metal. The amperage during welding depends on the wire diameter.
Polarity depends on the application. If maximum penetration is desired, DCEN polarity is better. If maximum deposition rate is desired, DCEP polarity is better.
Heat Input
Heat input is a very important parameter in not just SAW process, but all arc welding processes. It depends on welding current, voltage, and travel speed. It is calculated as Joules per millimetre in metric system, and Joules/inch in US customary units. Although it is simply referred to as heat input, in the field of welding – we are actually referring to heat input per unit length of weld when we mention heat input.
Firstly, the heat input depends mainly on welding current. The welding current primarily depends on the diameter of the filler wire used. However, to some extent – it also depends on the welding technique and the thickness of base metal. For single pass welds, the current should be just enough to achieve full penetration without incurring burn-through or excess penetration.
A higher current also means higher rate of metal deposition (melt-off rate), and also deeper penetration.
Heat input also depends on voltage. The range specified in WPS for voltage is narrower than that of current. The voltage influences the bead shape and size. High voltage means high heat input, and causes flatter and wider beads. However, very high voltage should be avoided.
This is because high voltage causes more amount of adjacent flux to be melted. More melting of flux not only means more flux consumption, but may also cause transfer of excess deoxidizers to the weld metal. This reduces the ductility of the weld metal, and may invite cracking of weld metal.
Too low voltages are not good either. A narrow bead with a high crown is obtained. The slag is difficult to remove, and it takes more number of passes to complete the weld.
Travel speed is another factor that affects heat input. Higher travel speed means lower heat input, and narrow beads that have less penetration. A too high speed is not desirable since the weld solidifies quickly, so chances of porosity and undercut increase.
A lower travel speed means high heat input, and thicker and wider beads that penetrate deep into the base metal. Thus, the dilution of weld metal due to weld metal is higher at lower travel speeds. A too low speed is not desirable either, because the bead size would be too large, and the heat input would shoot past the limits specified in WPS.
For critical applications (where impact toughness is a consideration), increase in heat input (over that qualified in procedure qualification) is not permitted by code.
Other Variables
Another important variable is the ‘stick-out’. It is the distance between the contact tip of the nozzle and the work-piece. Normally, it should be 1 inch (25 mm) to 1-1/2 inch (38 mm). As the stickout increases, the resistance posed by the circuit to the flow of electric current increases. The increases resistance causes the electrode to get heated up.
The heated electrode (wire) translates into a higher deposition rate. The figure below illustrates the increase in rate of deposition with a higher stick-out. Higher stick-out also yields greater penetration into the base metal.
Another variable is the thickness of the flux blanket over the arc. If the thickness is quite low, frequent arc flashes may occur. This indicates poor shielding of the arc from atmospheric gases. The result is high porosity in the weld metal.
If the thickness of the flux blanket is too high, the weld bead obtained is narrow and humped. The high flux load does not allow the gases evolved during welding to escape. The trapped gas may cause ‘peck marks’ on the bead surface.
Tips For Using The SAW Process.
SAW process is easy to understand, and a wonderful tool to join metals. If a shop masters the skill of SAW, high quality welds can be churned out in rapid succession. Here are a few pieces of advice on how to use the process effectively.
Position The Welding Head Slightly Upstream
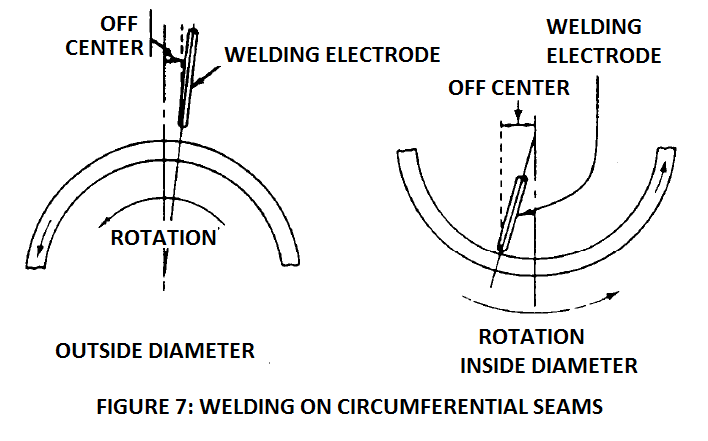
SAW process is extensively used to weld circumferential seam welds in shells. The welding head remains stationary, while the shell rotates underneath. The weld can be made on outside as well as inside of the shell. Due to the circular profile of the job, the molten metal tends to slide a little bit after getting deposited.
In very high diameter shells this is not much of a problem. However in pipe welds of outer diameter, say 20 inches (500 mm), this is a bit of an issue. The sliding metal is also accompanied by the problem of slag entrapment.
To counter this problem, the welding head should be positioned a little ahead of the 12 o’clock position. So that the molten metal is deposited a little before it reaches the extreme top position. This allows the molten metal a couple of seconds to solidify before the down-slope begins.
This is illustrated in the figure below, for welding on both the inside as well as outside of a shell.
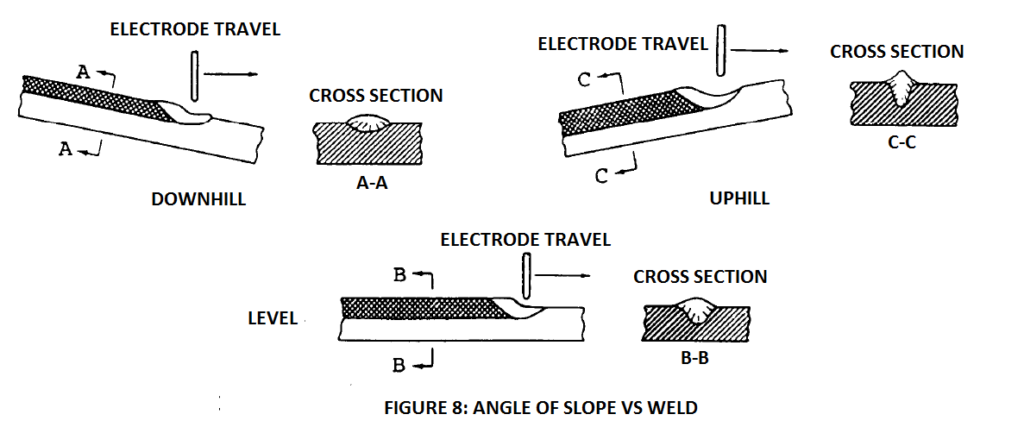
Incline The Base Plates
When a butt welded is being made between two plates, the plates can be sometimes deliberately positioned in a uphill or downhill manner, as shown in the figure below. This is done with an objective to obtain different bead contours.
When the plate is positioned such that the welding direction runs uphill, the penetration of the bead is higher, and the bead size is more. When the plate is positioned such that the welding direction runs downhill, the bead is of smaller size and has shallower penetration.
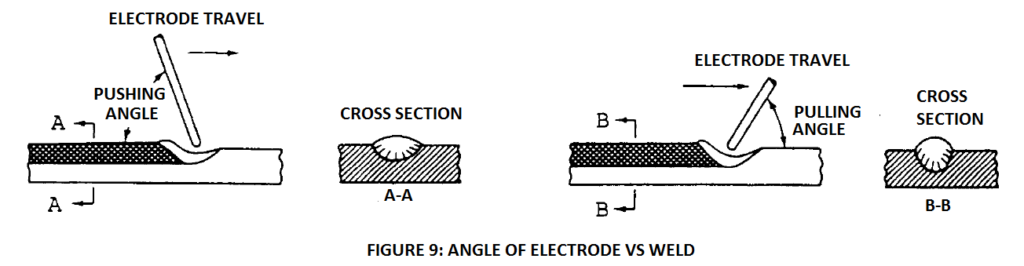
Use Correct Travel Angle
Travel angle is the angle that wire makes with the horizontal when viewed from the side view of a butt weld. Travel angle is of two types: Push angle and Drag angle. Drag angle is also called pulling angle. The two angles are illustrated in the figure below. The travel angle has an influence on the bead contour, and the right kind should be adopted based on the need.
In SAW process, a pulling angle produces a flat bead with lesser penetration, while using a push angle produces a crowned bead with greater penetration. See the illustration in the figure below. The appropriate angle should be adopted by welder as required.
Correct Joint Design
Complete root penetration can be achieved with SAW in a joint with one side welding itself. If the root opening is wide and root face (or land) is low, a backing plate (or backing bar) should be used to support the weld metal else it will fall through.
If the root opening is narrow enough, and the design has included a large root face, then welding can be proceeded without use of a backing plate too.
In such case, the current should be just sufficient to melt the root, while avoiding exess penetration.
Variations Of The Process
With increasing sophistication in the manufacture of welding machines for submerged arc welding, there are a large number of variations available today that make possible large rates of deposition, while delivering quality welds.
1. Two-wire systems–same power source.
2. Two-wire systems–separate power source.
3. Three-wire systems–separate power source.
4. Strip electrode for overlays.
5. Metal powder addition to the flux.
6. Long stick out
7. Electrically “cold” filler wire.
Multi-wire Systems
The use of multiple wires simultaneously increases metal deposition rates manifold. In fact, use of two wires is commonly seen in the industry.
There are two ways of using two electrodes in a SAW weld, simultaneously: one, by using a single power source for both wires. In this the same wire-feed mechanism pulls wire from the two spools.
In the second method, by using two power sources connected, each one of them powering one electrode. In this, a separate wire-feed mechanism powers the two electrodes. In this system, the two electrodes can have different polarities, or one can have DC and the other AC. Using AC for one of the electrodes also helps us to minimize interference between the two closely placed arcs.
When two electrodes are used, they can either be placed one after another (called tandem electrode position), or side by side (called transverse electrode position).
The following figure illustrates the use of two electrodes.
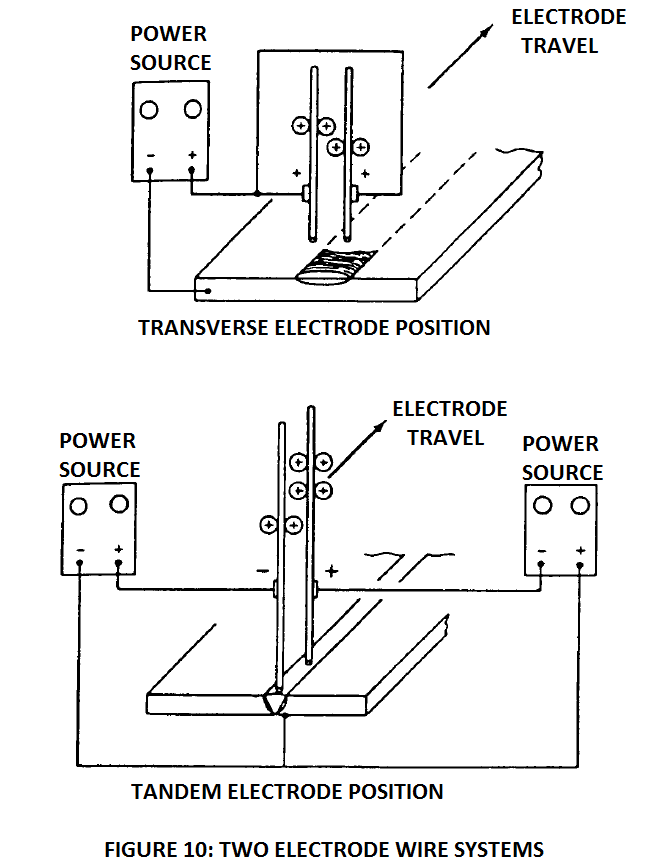
The tandem electrode position is useful where deep penetration is needed. One of the electrodes that travels ahead is given positive polarity, while the one trailing behind is given negative polarity. The arc created by the leading electrode creates a digging action, while the trailing electrode does the filling action.
Even three electrodes can be used in a joint at a time. The three electrode systems offer very high deposition rates. High currents and high travel speeds are a feature of this welding. Such system is necessary when welding large seams that need to be completed in quick time.
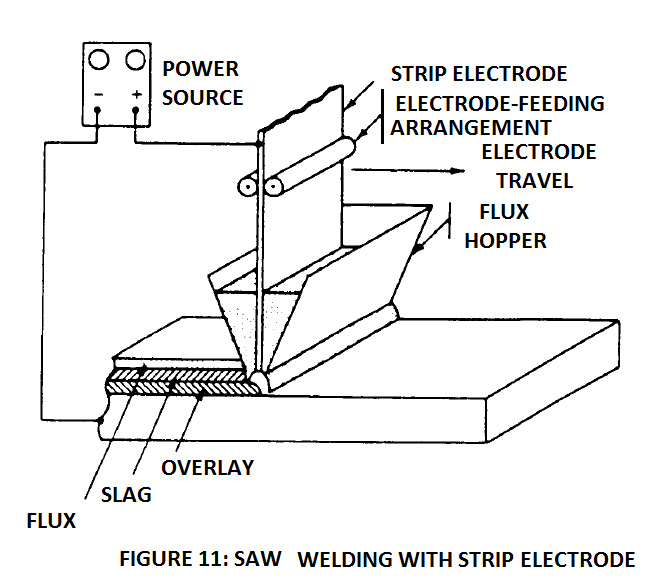
Strip Welding
This variation is used when an overlay needs to be deposited over a large area. Welding with wire for such a requirement would take quite long times. Using a strip instead of the wire in such cases saves a lot of time, while delivering an overlay of uniform composition and texture.
Strip welding is commonly seen in corrosion resistant overlays (cladding) over tube sheets in pressure vessels, and on the ID side of pressure vessel shells. Such overlays permit us to obtain a corrosion-resistant surface (made of nickel alloy or stainless steel), without having to have the entire part made of SS or nickel-alloys, which would be extremely expensive.
A strip of 60 mm width and 0.5 mm thickness is used instead of the SAW wire, in strip SAW welding. The currents used for melting the strip are higher than those of wire, considering the higher cross section area. The construction of welding head is slightly different for strip welding, considering that the head needs to transfer electrical power to a strip instead of wire. The process is illustrated in the figure below.
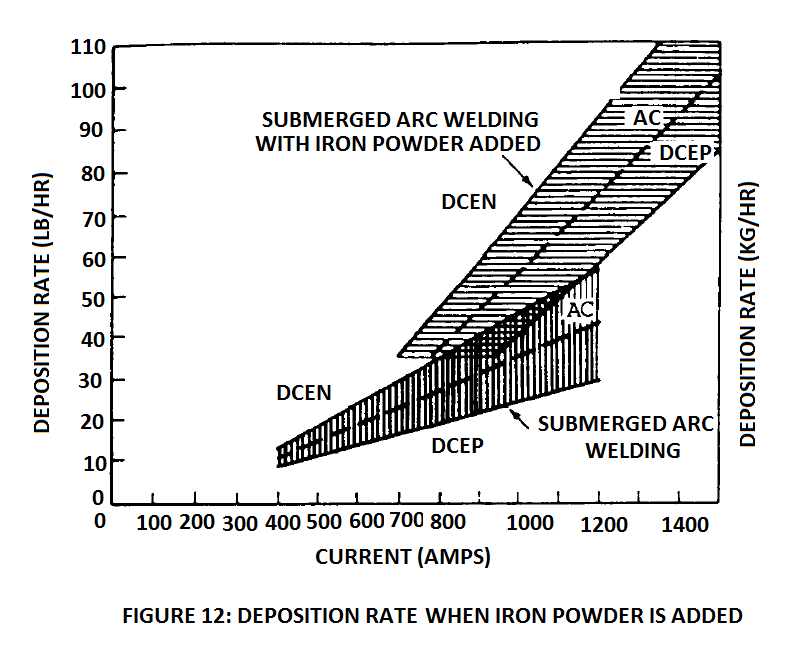
Metal Powders In Flux
Metal powders are another way of not just increasing the rate of metal deposition, but also a way of introducing the desired alloying elements in the weld metal. Through this method, it becomes possible to achieve the desired chemical composition in the weld metal though the flux route. The desired chemistry need not come from the wire then.
This allows the consumable manufacturer to use an ordinary (without insisting on presence of alloying elements) wire, and introduce the desired chemistry by adding metal powders to the flux. This makes the cost of wire-flux combination cheaper, while still being able to achieve the specified chemical composition and mechanical properties.
Adding metal powders also increases the rate of metal deposition without reducing properties of the weld metal. The figure below illustrates the increases rates of deposition when metal powders are used in the flux.
Electrically ‘Cold’ Filler Wire
This is another way of increasing the rate of metal deposition in submerged arc welding. In this, a filler wire is separately fed into the arc. This filler can be a solid wire like the ordinary SAW wire, or can be flux-cored – like FCAW wires.
This not only increases rate of deposition, but also allows addition of desired alloying elements in the weld metal.
This technique requires special equipment and special procedures to implement.
So, this was an introduction to submerged arc welding. Please feel free to share your thoughts in the comments section below.