
This article discusses a few examples when the production weld comprises of dissimilar base metal thickness. What should the WPS for such production welds be like? How must the PQR for such welds look like?

Consider the following problem asked in Interpretation IX-13-09.
A WPS is qualified for a base metal thickness range of 13 mm to 25 mm. Can this WPS be used to weld a production joint involving a 10 mm thick member to 13 mm thick member?
The answer given by the committee is a ‘No’. This is because doing so would be a direct violation of QW 202.4. The QW 202.4 states that the thickness of thinner member of the production joint shall satisfy the limits of QW 451.
In this case, the thinner member is 10 mm thick, which is outside of the WPS range. Hence, a WPS qualified for 13 mm to 25 mm thickness range cannot be used to weld this joint.
The question asked by the inquirer in Interpretation gives rise to a thought: what thickness of the test coupon would he have taken to qualify a range of 13 mm to 25 mm? The minimum values of the qualified ranges begin with 5 mm, in QW 451.1, for different thicknesses of test coupon.
It might be that the inquirer’s case involved impact test as a requirement. For such cases, supplementary variables come into play, and QW 403.6 becomes applicable. QW 403.6 says that 16 mm, or the actual test coupon thickness, whichever is less, is the minimum qualified thickness.
If he used a 13 mm thick test coupon, the minimum qualified base metal thickness would be 13 mm. That explains the minimum value. However, if he used a 13 mm thick coupon, maximum qualified base metal thickness would be 26 mm (not 25 mm)!
Perhaps the inquirer just asked a hypothetical question.
Dissimilar Thickness In Welds Involving Cladding
- Consider another similar question asked in Interpretation IX-21-01.
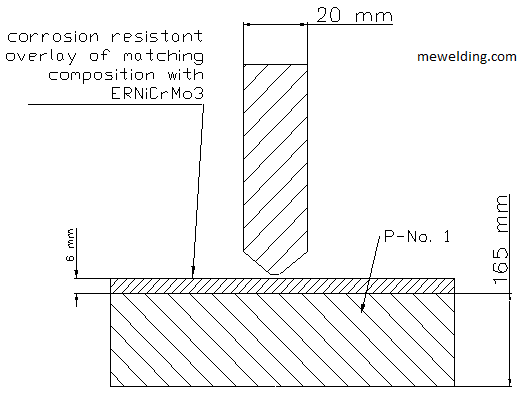
“Back ground: A production groove weld joint consists of 20 mm thick P-No. 43 plate welded to 6 mm thick corrosion resistant overlay nominally matching the chemical composition of ERNiCrMo-3. The overlay was previously deposited on a 165 mm thick P-No. 1 plate.
Question 1: Does a groove weld PQR showing 10 mm thick P-No. 43 plate welded with ERNiCrMo-3 filler metal support a WPS for the production groove weld described in the back ground?
Question 2: Does QW 202.4(b)(2) apply to the production groove weld joint described in the back ground?”
The production joint described here probably looks like the figure below.
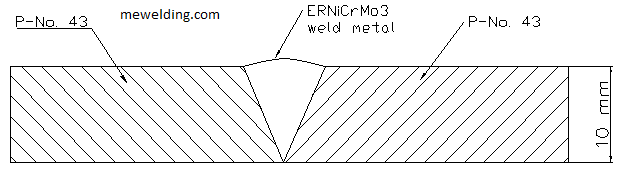
The groove weld in this joint (not the corrosion resistant overlay) between the overlay and the attachment in the above figure has to be supported by a PQR that probably looks like the figure below.
Let us consider the question 1 first. There are two aspects that need to be considered: one is thickness of the base metal, another is P number.
Regarding the thickness, the thinner member of the production joint clearly meets the qualified thickness range for the PQR, as per QW 451.1. The thicker member is 171 mm thick, and does not ordinarily fall in the qualified thickness range of the PQR.
However, since the procedure qualification has been done on a 10 mm thick base metal (which is more than the 6 mm specified in QW 202.4(b)(1)), the PQR is eligible to avail the exemption given in QW 202.4(b)(1). (There is no restriction on the thickness of the thicker member, if the PQR has been done on a base metal of thickness 6 mm or more, for P No. 43 metals).
Hence, the PQR is good enough to support the groove weld in question, regarding the thickness aspect.
Let us see about the P number now. One side of the production joint is P-No. 43, which is same as the one used in PQR. The second side is a weld metal that nominally matches the chemical composition of a P-No 43 base metal. Hence, the PQR is good enough to support the joint, in accordance with QW 283.4(b), regarding the P number aspect too.
In conclusion, the PQR is good enough to support the groove weld in question. The ASME’s response to the question affirms this.
Let us now consider question 2.
The back ground given by the inquirer in the question mainly focuses on the groove weld between the P-No. 43 plate and the 6 mm thick overlay. The P-No. 1 plate is not under focus here. It is not clear why the inquirer would ask whether QW 202.4(b)(2) (which deals with P-No. 1 metals) is applicable.
Perhaps the inquirer wants to ask whether the P-No. 1 metal below can be of unlimited thickness while depositing the overlay. Well, the question provides PQR details only for the groove joint. We do not know what PQR has been used to support the overlay itself. Some information about the PQR being used for supporting the overlay is required. Hence, it is not possible to answer this question.
Perhaps the inquirer wants to ask whether P-No.1 metal beneath the overlay can be of unlimited thickness, while considering the groove joint’s (between overlay and P-No. 43 metal) eligibility to be welded with the PQR in question.
To this, as we already discussed, since the joint is being made between the overlay and P-No. 43 metal – the weld has to be considered under QW 202.4 (b)(1) [and not under QW 202.4 (b)(2)]. Moreover, the P-No. 1 metal below the overlay can be of any thickness. The committee’s reply says ‘no’ to the question 2.
So this was about WPS for welds having dissimilar base metal thickness. Do let know your thoughts in the comments section below.
See More: