
Titanium is a useful metal that is used in a wide variety of applications due to its’ excellent properties. It has low density, has good strength, has a lustrous silvery appearance, and has excellent resistance to corrosion. Welding titanium is considered a difficult prospect; however it can be done by following the requisite cleanliness guidelines.
High strength and corrosion resistance are found in other metals too. But what distinguishes titanium apart from other metals is its’ excellent strength to weight ratio. If you pick two bars: one made of steel, and other of titanium, you would notice that the titanium bar is almost only half of the weight of steel bar. Also, it can operate under a wide temperature range in service.
Although it is an expensive metal, it is still economical to use it because it lasts for a long time in service. The repair and maintenance needs are not as much as other metals because it does not corrode like other metals.
Titanium can be combined with other metal such as aluminum, vanadium, molybdenum, etc. to obtain strong light weight alloys for use in aerospace industry, military applications, as well as for industrial processes such as in petro-chemical industry, desalination plants, etc., and for medical applications. Besides this, it also finds use in mobile phones, sports equipment, and jewellery.
Titanium is a very reactive metal. At room temperature, it combines with oxygen to form a layer of titanium oxide that exists as an impervious, passive coating on its’ surface and prevents further reaction with the ambient conditions. This layer is responsible for the excellent corrosion resistance exhibited by titanium.
However, from a welding point of view, titanium oxide is not a friendly entity. If mixed with weld metal, it creates discontinuities, and causes an unacceptable weld. It must therefore be removed by cleaning rigorously before welding. In ths article, we shall discuss a few aspects of welding titanium. Before that, let us understand about the commonly used grades of titanium.
Common Grades Of Titanium
Titanium and its’ alloys can be categorized into four: commercially pure titanium (containing no alloying content), alpha alloys, alpha-beta alloys, and beta-alloys. Some firms consider alpha alloys and commercially pure titanium in the same category.
Alpha and beta denote the crystal structure of the metal at different temperatures. These structures have different properties that make them suitable for specific applications. However, by adding suitable alloying content, these structures can be made to exist at room temperatures as well. The crystal structure can be precisely controlled by adding suitable alloying elements such as vanadium, aluminum, iron, etc.
The commonly used grades of commercially pure titanium are ASTM grade 1, 2, 3 and 4. They contain different amounts of oxygen and iron. As these elements, strength increases, but ductility decreases.
Among these four, Grade 2 has the widest usage because of good corrosion resistance. The weldability of commercially pure titanium grades is good, the cost is less too, but the tensile strength is lower in comparison to other alloyed grades.
Among alpha-beta alloys, grade 5 is the most widely used grade in all titanium alloys. This grade is made by adding aluminum and vanadium as alloying elements. This increases the tensile strength to almost 120 ksi. The industries that make use of this alloy are power generation, marine engineering, aerospace and off shore industry.
However, due to the high strength, the formability of the metal is less, and weldability is slightly lower than grade 2.
Grade 23 is another commonly used grade. It has slightly lower oxygen content. As a result the ductility of the metal is high, in exchange for only a slight reduction in strength.
Properties Of Titanium
As discussed above, titanium is silvery in color, light-weight, lustrous in appearance. The corrosion resistance is very high, which makes it attractive to the designers. The strength to weight ratio is highest among all metals.
It is very reactive metal, having high affinity for oxygen and other atmospheric gases at high temperatures. Small amounts of impurities make it brittle. Also, impurities raise the ductile to brittle transition temperature of the metal to quite close to the room temperature, which is undesirable. The impurities can enter the metal at high temperatures during welding, so every effort is required to keep the welding zone as clean as possible.
At room temperature, a layer of titanium oxide can be found on the surface of the metal. This layer is responsible for the famed corrosion resistance of titanium. It is an impervious layer that prevents any further reaction between the metal and ambient media.
The melting point of the oxide layer is higher than that of the metal. This creates some problems. If the oxide layer is not removed by cleaning before welding, and if some traces of the oxide enter the weld metal, they create discontinuities (not having melted) in the weld metal. This causes the weld joint to show unacceptable indications during radiography. Discontinuities in the weld metal also cause a decrease in the strength and ductility of the weld.
Welding of titanium and its’ alloys cannot be done by any processes that utilize active gases such as CO2 for shielding. Processes such as oxy-acetylene also cannot be used. The active gases in these processes cause a contamination in the weld metal, as we discussed above, and cause embrittlement of the weld metal.
Welding of titanium is typically done by gas tungsten arc welding process, although gas metal arc welding is used as well. The welding procedures for titanium involve use of large gas nozzles not just at the torch, but also for trailing shielding and backing shielding. The use of all three shielding (torch, backing, and trailing) effectively shields the metal from any contamination.
It is not just the weld metal that needs to be shielded from atmospheric gases, but the adjoining base metal too, to the extent where its temperature rises up to 1000°F (538°C) during welding, must also be shielded.
The shielding gases protect the metal from contamination during welding. However, the welder must ensure thorough cleaning before starting the welding as well, as only that can eliminate any possible contamination from the base metal itself.
Welding Titanium: Surface Preparation
90% of all advice on welding of titanium revolves around cleanliness. Cleaning the base metal before welding, cleanliness in the atmosphere during welding, cleanliness of the welding wire, purity of the argon gas are therefore very important.
Proper cleaning of the base metal removes every possible contamination of the base metal. This contamination could be scale, oxides, or any other foreign material. Even a small amount of impurity in the weld metal can render it brittle at or near room temperature.
Cleaning strategy depends on the surface condition of the base metal. The base metal can be in three different conditions before welding:
First, no scales are present. Material is directly received from the mill. Cleaning of such a surface can be done by simple degreasing.
Second, light scales are present. This happens when the metal has been subjected to hot forming or annealing at intermediate temperature of less than 1300°F (704°C). Cleaning of such surfaces requires pickling. The pickling solution is nitric acid with a concentration greater than 20%. The pickling solution should be applied on the metal surfaces to be welded for 1 to 20 minutes, and then rinsed with water.
Third, heavy scales are present. This happens when metal has been subjected to hot forming, annealing or forging at high temperature.
Cleaning of surfaces having heavy scales has to be done with sand blasting or vapour blasting, or with molten sodium hydride salt baths, or molten caustic baths. Sodium hydride salts should be handled with extra care. Water should not come into contact with large amount of sodium hydride, because it causes formation of explosive hydrogen gas. Due to this reason, sand blasting or vapour blasting is preferred when possible.
Another reason why baths are not preferred is that the operation needs to be done at a high temperature of about 750°F to 850°F (399 to 455°C). Also, there is a chance of hydrogen pick-up during these baths.
The pickling time should be controlled when cleaning is done with salts, to avoid hydrogen pick-up. Pickling should not be done any longer than is necessary. Once heavy scales are removed, pickling with nitric acid should be done as described above for metal surfaces having light scale.
If the metal to be welded has undergone cutting by an oxy-acetylene flame, the presence of heavy thickness of oxides is a given. The cut surface may contain microscopic cracks that occur due to the surface having becomes brittle due to impurities.
The best method to make such a surface ready for welding is to remove the layers of oxides by machining, followed by pickling as described above for metals having light scale.
Note:
Nitric acid is used for cleaning the surface before start of welding. Adequate precautions must be adopted while handling the acid. Fumes of the acid should not be inhaled. Acid should be used in a well-ventilated area only.
While diluting the acid, do not pour water in the acid. Instead, pour acid into the water. Do not stir rapidly. Go slow. Use PPEs such as gloves, apron, goggles, while handling acid.
If acid spills on the body, wash abundantly with cold water and seek medical attention immediately.
MIG or TIG Welding of Titanium
The range of welding processes suitable for welding titanium and its’ alloys is very narrow. GMAW and GTAW process fit the requirements. Thorough shielding of weld metal and HAZ with an inert shielding gas is possible in both these processes, unlike other processes such as FCAW, SMAW, and SAW.
Welding with both manual method as well as automatic method is possible.
In GTAW welding, the tungsten electrode may be of 2% ceriated type or thoriated type. The size of the tungsten electrode should be sufficient to carry the welding current. The smallest size that will carry the specified welding current should be used.
For a welding current of < 125 amperes, a tungsten electrode of 1/16 inch (1.6 mm) or lower is recommended. If the welding current is 125 amperes to 200 amperes, a tungsten electrode of 1/16 inch to 3/32 inch (1.6 mm to 2.4 mm) diameter may be used. If the welding current exceeds 200 amperes, the diameter of the tungsten electrode should be 3/32 inch (2.4 mm) or 1/8 inch (3.15 mm).
The preparation of the tungsten electrode should be done properly. The tip of the electrode should be taper down gradually to a point. The extension of the tungsten electrode beyond the nozzle may be 1.5 times the diameter of the electrode.
The generally used polarity for titanium alloys with GTAW is straight polarity (or DCEN polarity).
The selection of the filler rod depends upon the composition of the base metal. When pure titanium is to be joined, the filler rod is pure titanium too. When an alloy is welded, the filler metal chosen should have the strength of the alloy having next highest strength to the base metal being welded. In other words, the filler rod should be under-matching.
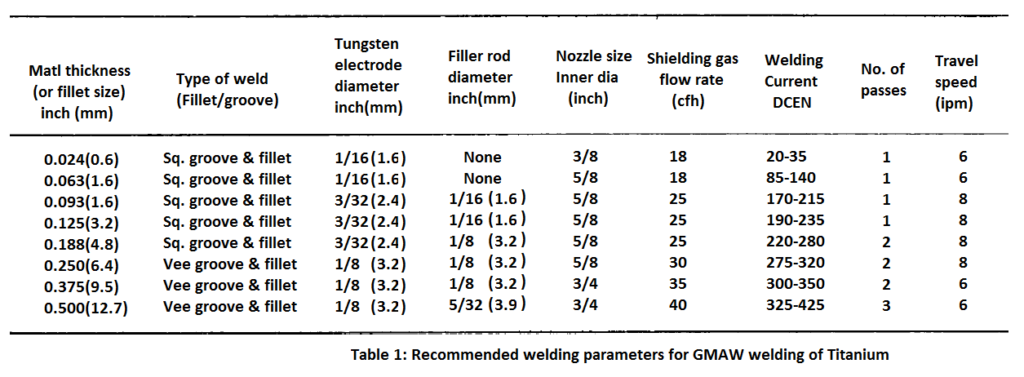
The following table lists the recommended welding parameters when welding titanium with GMAW process.
Shielding During Welding Of Titanium Alloys
As discussed in above paragraphs, titanium of a very reactive metal, especially at high temperatures. A very effective shielding is necessary to acceptable quality of welding. If effective shielding is not provided, weld metal gets contaminated with impurities which make the weld brittle. Consequently, the weld metal will not have adequate strength and ductility.
The cover of the shielding should be thorough, it must not allow any atmospheric gas to come into contact with the molten metal, heat affected zone, as well as the solidifying weld metal left behind as welding proceeds ahead. No active gas can be used for this purpose, as the active gas will react with the titanium and form oxides.
Argon is the most suitable gas for shielding in this purpose. When thick base metals are welded, a mixture of helium and argon may also be used. The flow rates of shielding gas in welding of titanium (and its’ alloys) are higher than those seen in welding of other metals.
In addition to cleaning of base metal and filler rod, purity of shielding gas is also an important factor in welding of titanium. Argon of 99.997% purity should be used. Generally, welding grade argon has the requisite purity. However, simple tests can be done to gage the purity of the gas.
One simple test is deposit a bead on a scrap piece of titanium metal. If all other conditions are right, and the gas has requisite purity – the bead would be of silvery color. Any bluish coloration indicates contamination of the gas.
As mentioned above, backing shielding and trailing shielding are a feature of titanium welding, which does not feature in welding of other welds. These are necessary because the metal on the backside and the one left behind are in hot condition and can react with atmospheric gas.
For critical applications, an inert gas welding chamber is used.
Choice Of Shielding Gas
Both helium and argon, and sometimes their mixture, are used as shielding gas in welding of titanium alloys. Both gases have their pros and cons.
Argon is more widely used, considering it meets all requirements expected from the shielding gas. It provides a smooth and stable arc. However depth of penetration is shallow.
Helium allows greater travel speeds and deeper penetration. But helium is a light gas; it rises upwards rapidly due to buoyancy effect. So higher flow rates are required when helium is used. Also, stability of the arc when using helium is not so much, in comparison to argon. Due to this reason, welders prefer to use argon instead of helium when welding is done in open air.
Mixtures of argon and helium are also used. This allows us to obtain the best characteristics of both gases.
Titanium Welding Defects
Defects in titanium welding arise out of imperfect shielding, and inclusion of impurities in the weld metal that causes brittleness. Brittleness causes cold cracks to appear.
Porosity
Porosity is a major issue in arc welding of titanium and its’ alloys. It occurs near the fusion line of the weld. All of the titanium alloys that were mentioned at the beginning of this article are susceptible to it. Porosity does not always extend up to the surface, sometimes it exists in the volume of the weld. In such cases it can only be detected by radiography.
It can be reduced by agitating the weld puddle a little. Re-melting the weld metal after the first pass also helps with the problem.
Cracks
As we repeatedly said above, even a slight inclusion of impurity causes brittleness in the weld. A brittle structure is an invitation to cracking. Comprehensive shielding coverage and cleaning of all surfaces is the solution to this problem.
Sometimes cracks may also occur due to hydrogen content of the alloys. When hydrogen is present in the microstructure, welding has been done with high restraints, external stresses are acting on a part, and the material inherently has low ductility, hydrogen related cracking can occur. Such cracks are found in alpha-beta alloys.
When cracking is established to be occurring due to low ductility of the metal, one way to counter it is to relive the residual stresses available in the weld metal, that have got accumulated due to welding. This can be done by doing a stress-relieving heat treatment of the part.
Cracks that are attributable to hydrogen in the microstructure can be avoided by doing a vacuum annealing of the part before the welding operation.
Open air Titanium Welding
Generally, titanium welding is done in closed chamber, or in a clean room – which is completely air-conditioned. This allows the welder to keep out the ambient breeze, and makes shielding easier. However, sometimes the demands of the applications require that the welding be done under the open air.
When welding is done under open air, arrangement must be done to ensure all the requisite cleanliness and shielding of the metal. The methods used for this depend on the joint design, welding conditions, and thickness of the base metal.
Shielding of the molten puddle, which requires the most attention, can be done using the shielding gas issuing from the welding torch. Titanium has a lower thermal conductivity than most metals, hence the heat does not dissipate from the weld zone as rapidly as it does in other metals, such as – say copper. Hence the size of the puddle is larger. In order to shield a larger weld puddle, a higher diameter of gas nozzle is preferable, in addition to higher flow rate of the gas.
Sometimes, in order to ensure that the size of the molten puddle is not too large, chill bars are used. These bars aid in rapid evacuation of heat from the weld zone.
Lets us see now the various sources of contamination in the weld metal of titanium, and the remedies to eliminate these sources.
Sources Of Contamination In Weld Metal
It is important to understand with clarity the sources of contamination in a titanium weld. This helps us in taking appropriate steps in eliminating these sources. The following are the main sources of impurities in the titanium weld metal:
- Turbulence in the gas flow.
- Oxidation of the hot filler rods.
- Insufficient shielding.
- Small nozzle on the welding torch.
- Impurities in the shielding gas.
Let us see individually how to deal with each one of them.
Turbulence In The Gas Flow
Turbulence in the shielding gas cover disturbs the comprehensive shielding cover of the gas, and allows atmospheric gases to come in contact with the weld metal. It can be caused due to a number of reasons. It may be caused due to excessive flow rate from the welding torch, or due to a long arc length, or ambient air breeze blowing across the welding zone.
The remedy to turbulence is to optimize the gas flow rate, and qualify the right value through a procedure qualification. Another remedy is to use the right arc length so that a smooth arc operation results.
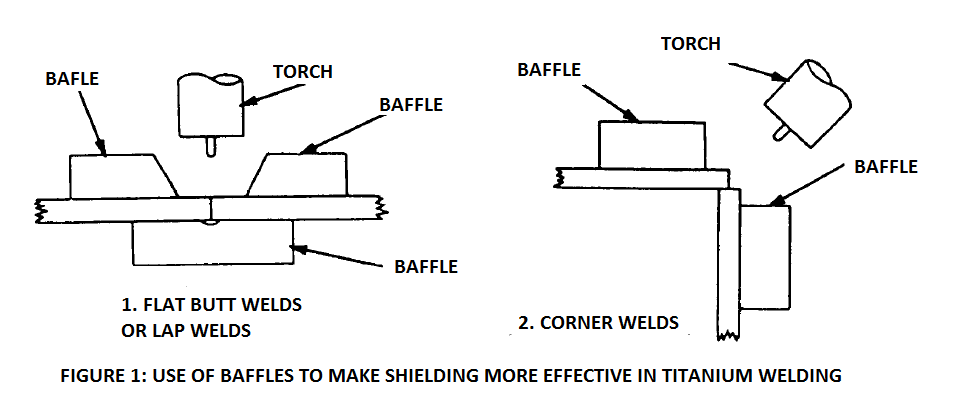
Another effective remedy against turbulence in the weld is to use baffles. Firstly, baffles prevent ambient breeze to directly disturb the shielding gas cover. Secondly, baffles retard the outflow of shielding gases from the joint area. Canvas screens erected a little away from the joint area also serve to prevent ambient breeze to disturb the shielding cover. The following figure illustrates use of baffles for a butt weld and a corner weld.
Oxidation Of the Hot Filler Rod
After completion of the weld, the tip of the filler rod is in red hot condition. If it is withdrawn from the shielding envelope immediately, the tip gets oxidized. If this rod is used right away for welding in the next pass, the oxidized tip will cause oxides to enter the weld metal. The oxides are not desirable in the weld metal as they cause brittleness in the weld.
The resolution to this is that the welder must not immediately withdraw the filler rod from the shielding envelope. The shielding gas flow should be maintained for a few seconds after the arc has been extinguished. This allows both the weld metal and the filler rod to cool down.
Even with such measures in place, it is difficult to completely eliminate this source of weld contamination. Such inclusions are difficult to detect too.
Insufficient Shielding
As we saw in above paragraphs, a thorough shielding is imperative to get good quality in titanium welding. Shielding is necessary not just for molten metal, but also for the solidifying metal left behind as the torch progresses ahead (also called trailing shielding), and also from back side of the joint (or, back shielding).
The welding torches for titanium welding come with such auxiliary attachments that enable trailing shielding. However, if the heat inputs are low (which means rate of cooling is rapid), then trailing shielding is not required.
However, if the welding procedure is such that the heat input is high (which means that rate of cooling is low), and temperatures of the weld metal behind the gun are higher than 1200° to 1300°F (650°C – 700°C), then having arrangements for trailing shielding is absolutely necessary.
Trailing Shielding
Suitable attachments are made to the welding torch to enable trailing shielding. An illustration is shown in the figure below. The shape and size of these attachments depends on the heat input, thickness of metal, etc. Sometimes, these attachments are not attached to the torch and are instead handles by the hand. For this purpose, a helper must assist the welder in implementing the trailing shielding.
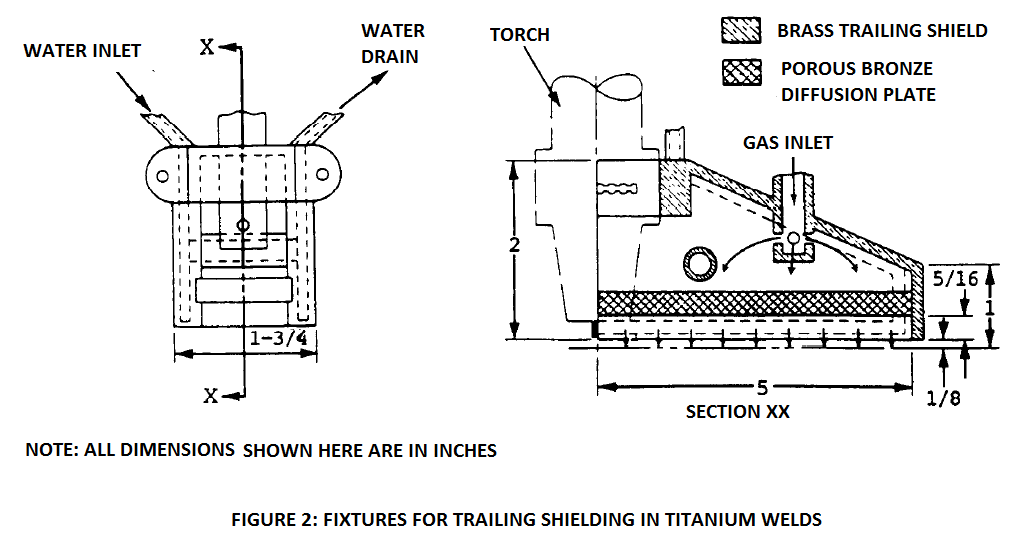
An important feature of this attachment is the porous diffusion plate at the bottom of the attachment. This plate distributes the flow of the gas over a spread out area.
Baffles
Baffles are another way of countering insufficient shielding. Baffles not only prevent the ambient breeze from disturbing the shielding cover, but also retard the outward flow from the welding area. There are many ways of placing baffles around the weld – at the ends of the assembly, on the sides, or even as a chamber all around.
Chill Bars
Chill bars help in evacuating heat from the weld area rapidly. This allows the molten puddle to solify and cool down fast, thus eliminating dependence on shielding.
Back Shielding
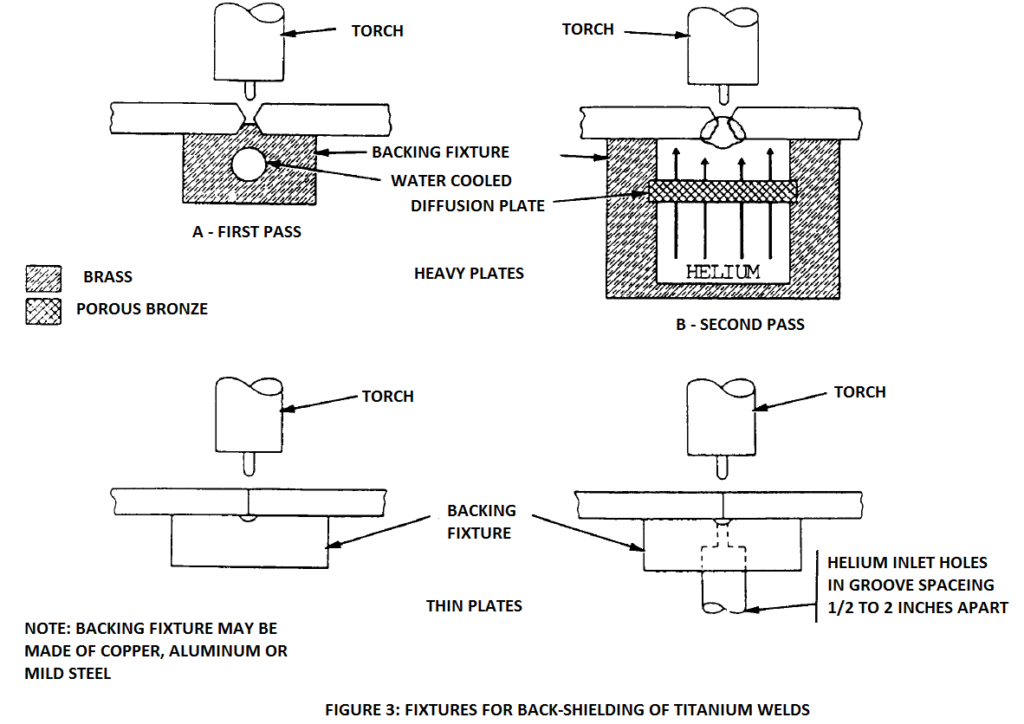
In open air titanium welding operations, arrangement must be made for shielding of the joint from the back side as well, in addition to torch shielding and trailing shielding. Fixtures are made for this purpose, which cover the back side of the joint, and through which a constant flow of shielding gas is maintained. The fixture may be in the form of a grooved backing bar that hugs the back surface of the joint tightly.
The following figure illustrates such fixtures used for welding of plate butt welds. The design of the fixture has to be varied according to the profile of the joint. For example, for tee-fillet welds, back shielding must be provided from two directions (instead of the usual one).
Back-up Tape
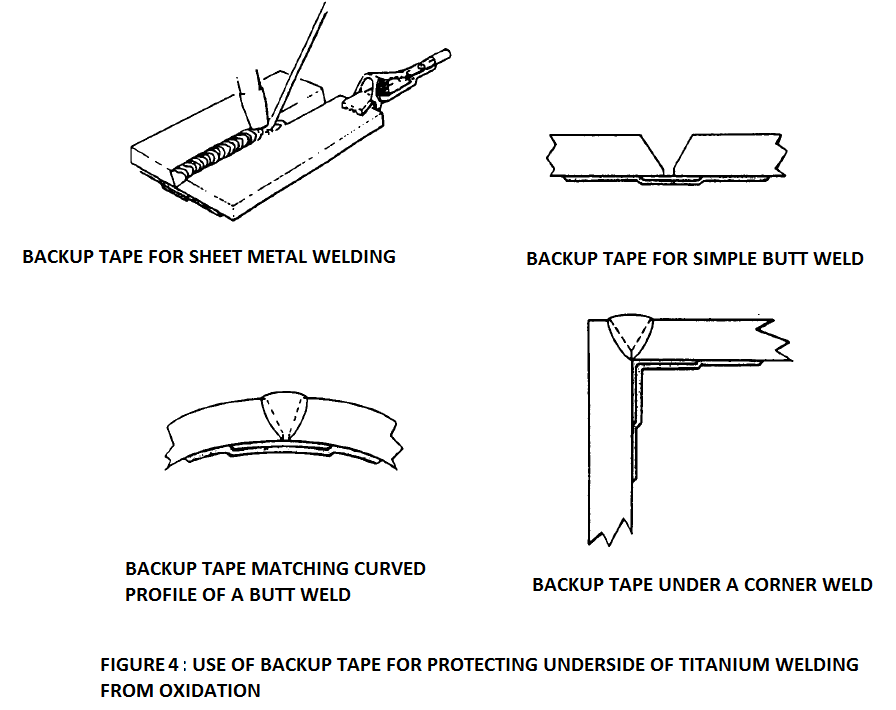
Sometimes, instead of fixtures, a simple back-up tape may be used. It consists of a strip of heat resistant fibre glass at the centre, flanked by a wider strip of aluminum foil, and a strip of adhesive on each side that makes the back-up tape stick to the underside of the joint. The underside surface must be made thoroughly lean before affixing the tape.
The aluminum foil creates an air tight seal on the backside, which prevents the contamination from atmosphere. Due to the flexibility of the tape, it is a useful item for welding of butt joint in plates, or corner joints, or butt joints in pipes, etc. The tape should not be removed from the underside until the metal has cooled down sufficiently.
The heat resistant fibre glass at the centre comes in direct contact with the molten metal, and prevents burn through, excess penetration, etc.
The figure below illustrates titanium welds made with a back-up tape affixed at the underside for shielding the backside of the weld.
Characteristics Of a Good Weld
Although, decisive judgement can be passed only by doing destructive tests such as impact tests and bend tests, the color of the weld bead is also a good indicator of whether any contamination has entered the weld metal or not.
A properly shielded bead has a shiny silvery appearance. On the other hand, a heavy gray-scale with a non-metallic lustre on the bead indicates contamination of the bead. Such a weld will have low ductility.
Titanium Welding Chambers
When the joint has a complex profile, designing fixtures for trailing and back-shielding is not an easy task. The, inert gas filled chambers may be used. The shielding provided in this method is more effective.
These chambers may be rigid or flexible, and vary in shape depending on the size of the job being welded. The chamber may be obtained by evacuating the chamber and filling with argon or helium. Or, in case of flexible chamber, the chamber may be collapsed such that all air is driven out. It may then be refilled with an inert gas.
However, use of such chambers is not widespread. This is because most joint designs can be welded with the use of back-up tape, chill bars, and small fixtures for providing backing and trailing shielding.
Joint Designs For Titanium Welding
Joint design for titanium is not too different from that used for other metals. Small thicknesses can be welded with autogenous welding, that is – without using a filler rod. For this, the fit-up must be just right. That is, the root opening must not be too much, and must not be too small.
For thicker sections, a filler rod must be used. The root opening must be at least as much as the size of filler rod to be used. Both single-V and double-V types of edge preparation are used. The size of the molten puddle is higher in titanium welding than in other metals. This is due to low thermal conductivity of titanium, which does not permit quick dissipation of heat from the weld zone to adjoining base metal. The size of the molten puddle can be controlled by keeping the arc length small, and by using chill bars to aid rapid evacuation of the heat.