
Welding arcs is a source of intense heat that is used to melt the base metal and filler metal to produce a weldment. Arc is where the real action happens, in the course of all arc welding processes. In this article, we shall discuss in brief about the function of welding arcs, and different kind of forces acting on the arc during welding.
Types of Welding Arcs
There are two types of welding arcs: one, that are seen with consumable electrodes. Two, that are seen with non-consumable electrodes.
When consumable electrodes are used, the arc is formed between the electrode and the base metal. The electrode itself acts as the filler metal. So the length of the electrode goes on decreasing during the welding. However the arc remains ignited because the electrode gets continuously fed into the arc manually or through a mechanized arrangement. It is to be noted that the transfer of metal occurs through the arc, in this type.
Examples of such processes are shielded metal arc welding, submerged arc welding, flux-cored arc welding, gas metal arc welding, etc.
In the second type, where non-consumable electrodes are used, the arc is struck between an electrode that does not get consumed during the welding, and the work-piece. The electrode, therefore, must be made of material that does not get melted due to the intense heat of the arc. The electrode must retain its’ shape and form during welding. Tungsten fits the bill, so it is used in processes such as gas tungsten arc welding and plasma arc welding.
Another process in which an arc is struck between a non-consumable electrode is the carbon arc welding. In this process, the electrode(s) is made up of plain carbon.
Function of Welding Arcs
The main function of the welding arc is to generate intense concentrated heat. This heat is used to melt the metals being joined together. The generation of heat is inevitably accompanied by a bright glare and noise as well. In some cases, the arc also produces bombardment of metal surface which removes the oxide layer present on the surface.
The gap between the electrode tip and the metal surface becomes ionized due to the voltage difference between the electrode and metal. This ionized medium acts as a good conductor of electricity. The inner core of the arc is a column of plasma that carries most of the current. The core is surrounded by a envelope of flame that does the job of heating the metal.
The current carried through the arc can vary over a wide range. It can be as low as 5 amperes, or as high as 1500 amperes. Likewise, the voltage difference across the arc can be as low as 10 volts.
The shape of the arc resembles somewhat to that of a cone. The electrode tip acts as the apex of the cone. From the electrode tip, the arc spreads out towards the base metal.
The voltage difference across the arc determines how much arc gap can be sustained. If the arc gap becomes too large, the arc can no longer be sustained, and will get extinguished.
Likewise, sufficient current is necessary too, to keep the arc ignited. The current should be sufficient to obtain melting of the electrode tip. For thick base metals, the current used is slightly higher than that for low thicknesses, for same electrode diameter. This is because heat gets quickly dissipated to other regions of the metal in the case of thick metals. So, more heat is necessary to keep up the arc. If the current is made too low, the arc will get extinguished.
The temperature of the arc can be quite high. A temperature of ordinary electric arc can vary between 6500°F to 10000°F. For some high power plasma, the temperature can go up to 50000°F. The temperature of the arc mainly depends on the amount of electrical power to the electrode. High currents mean higher temperatures. The temperature also depends on the type of shielding gas, type of metal, and electrode size.
The highest temperature in the arc is found at its’ core. The outer flame is relatively cooler.
Polarity Of The Arc
We know that current is a flow of electrons. The rate of flow of electrons determines the amperage. Electrons have a negative charge; hence they are understandably attracted towards the positive pole. So, across the welding arc, electrons flow from cathode to anode. Cathode and anode are electrical terms for negative pole and positive pole respectively.
Straight Polarity
Let us take the case of when the welding circuit in gas tungsten arc welding is connected with straight polarity.
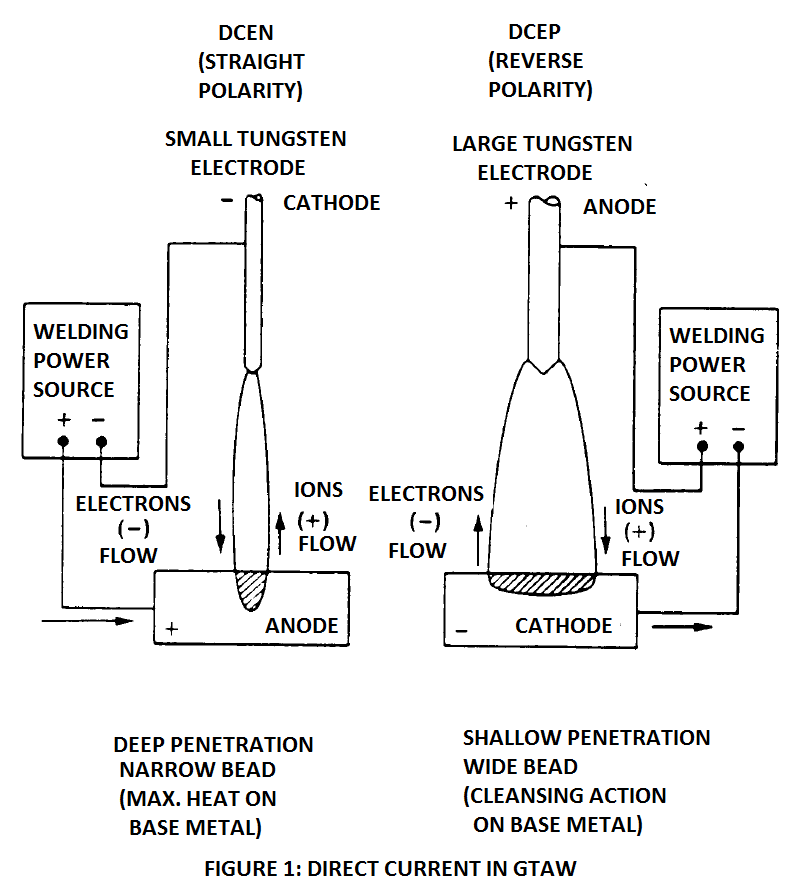
When the circuit is connected with straight polarity, the electrode is connected to the negative terminal of the power source, while the work-piece is connected to the positive terminal of the power source. This is illustrated in the figure on the left in the figure 1 below. Straight polarity is also called DCEN or direct current electrode negative polarity.
In this polarity, the electrons are emitted by the red hot electrode in the direction of the work-piece. Since the work-piece is positively charged, the electrons are attracted to the work-piece. So the electrons travel through the arc gap and proceed towards it at a fast speed. The flow of electrons from the power source to the electrode replenishes this supply of electrons continuously. This emission of work-piece bound electrons from the electrode is called thermionic emission.
The electrons bombard on the surface of base metals with large kinetic energy. This energy gets converted to heat on collision with the base metal. This heat is localized on a small spot; and due to this heat, the base metal gets melted. The penetration of such an arc is deep as shown in the figure on the left in figure 1. This travel of electrons accounts for 99% of the flow of electricity. In addition to the flow of electrons, there exists a flow of positive ions too.
The electrons discussed above collide with the atoms of the shielding gas (besides hitting the base metal), and ionize the shielding gas atoms. These positively charges ions run towards the negatively charged electrode. This bombardment keeps the electrode tip hot.
Reverse Polarity
Let us again the case of when the welding circuit in gas tungsten arc welding is connected with reverse polarity, to understand the topic.
In this polarity, the electrode is connected to the positive terminal of the power source, while the base metal is connected to the negative terminal. The flow of electrons in this case is from the negatively charges base metal to the positively charges electrode. A continuous stream of high energy electrons hits on the electrode.
This bombardment causes concentration of heat on the electrode instead of the base metal. Now, in the case of GTAW process, this is not desirable, because the electrode is a non-consumable, and it is not supposed to melt. The tungsten electrode will get overheated. So, reverse polarity is not used generally in GTAW welding. If used, the size of the tungsten electrode has to be large so that overheating does not cause much problem.
On the other hand, this concentration of heat on the electrode is quite desirable i the case of SMAW, SAW, GMAW, FCAW, etc. The concentration of intense heat on the electrode in these processes causes the electrode to melt, and get deposited on the work-piece in the form of weld metal. In this process, less amount of heat is obtained on the base metal. Consequently, the penetration of such an arc is shallow in comparison to the DCEN polarity.
Since electrode is connected to the positive terminal, this polarity is also called DCEP, or direct current electrode positive polarity.
Another feature of DCEP is that it causes a cleansing action on the base metal, adjacent to the arc area. It occurs due to the positive ion bombardment on the base metal. Since this action occurs on the cathode (negatively charges), this action is also called cathodic etching.
This etching action also occurs during the half cycle of the alternating current when the electrode bears positive polarity.
Arc In Plasma Arc Welding
In plasma arc welding, the arc is constricted into a narrow steam of plasma by the use of a constricting nozzle. The nozzle is a water cooled nozzle, made of copper. A high voltage is used, hence the temperature of the plasma in PAW is also considerable higher than the ordinary arc in conventional arc welding processes.
In addition to the nozzle, an envelope of shielding gas also issues from the torch, surrounding the plasma. This column of shielding gas further constricts the plasma. The plasma is a jet of high energy, high speed particles that can be used for cutting of metals, welding, spraying, etc.
Carbon Arc
In carbon arc welding, a stable and smooth arc is obtained when we use direct current electrode negative polarity. The carbon electrode is connected to the negative terminal, and work-piece is connected to the positive terminal. In this connection, 1/3rd of the total heat gets generated at the electrode, and 2/3rd of the heat is generated at the work-piece surface.
Consumable Electrode Welding Arcs
In the welding processes in which the electrode is a consumable, the electrode gets melted and is carried across the arc. It gets deposited as the weld metal on the base metal. Shielded metal arc welding is a fine example of this process. Submerged arc welding is another fine example. In these processes, the rate of consumption of the electrode is matched by the rate of feeding of electrode into the arc. That is, the electrode getting consumed as weld metal is replenished with fresh length of electrode; this is done wither manually or through a mechanized arrangement.
For example, feeding of the electrode is done by the welder’s hand. In submerged arc welding, the wire feeding is done by a motor-driven wire feeding arrangement.
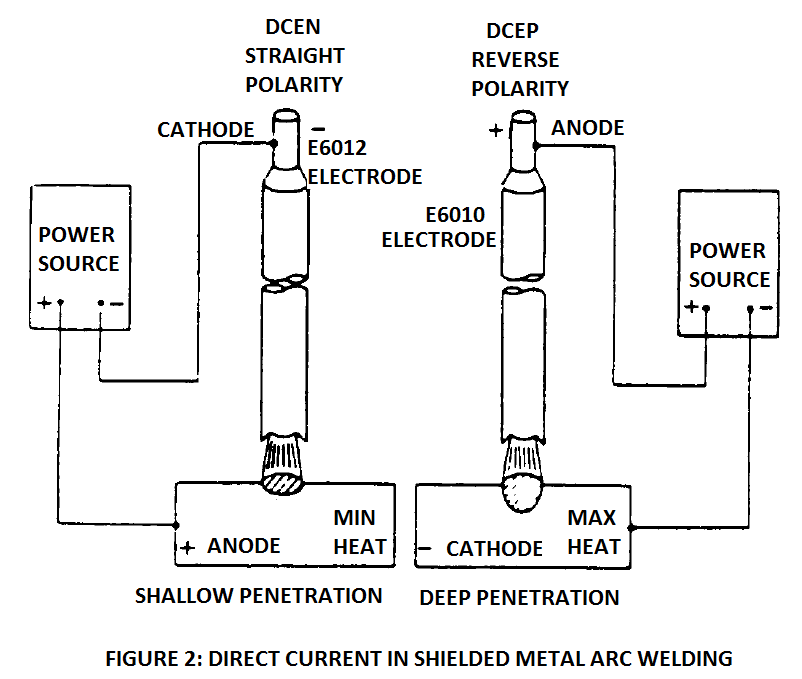
Some SMAW electrodes are manufactured for use with reverse polarity, while some electrodes are made for use with straight polarity. The composition of the covering flux on the electrode is altered to make it suitable for use with the intended polarity.
For example, E6012 is a carbon steel electrode that is made for use with DCEN or AC polarity. In this, the penetration is shallow, and melt-off rate is high.
E6010 electrode is made only for use with DCEP polarity. The penetration is deep. When alternating current is used, same amount of heat is produced on both the electrode and the base metal.
This is illustrated in the figure below.
Welding Electrode Arc Forces
There are several forces that act on the welding arc. These forces enable the detachment of the molten drop of metal, and its’ transfer across the arc on to the surface of the base metal. These forces are similar across all arc welding processes.
Several types of metal transfer takes place across the arc, such as spray transfer, globular transfer, short-circuited transfer, etc. The type of transfer determines the welding position in which the process can be used, depth of penetration of weld, stability of the arc, bead appearance, and spatter loss.
The transfer mode in turn governed by the current density, polarity of the circuit, composition of the shielding envelope, and composition of the electrode.
The various forces acting on the welding arc are surface tension, gravity, plasma het and electromagnetic forces. Let us see each of them in very brief.
The surface tension is the force that causes the drop to have the smallest possible surface area. This force keeps the molten metal drop attached to the electrode tip.
The arc has at its’ centre a jet of plasma that has a high temperature, and is surrounded by a flame on all sides. When the molten metal drop gets detached from the electrode tip, it gets accelerated towards the base metal due to this plasma jet.
The gravity, the simplest to understand among all arc forces, acts simply in the downwards direction. In flat position welding, gravity assists the molten metal drop to get detached from the electrode tip, and get deposited on the base metal surface. So gravity is favourable to the welder in this position. In overhead position, gravity acts in the opposite direction. The gravity prevents molten drop from getting attached to the weld pool. Hence, in this position – gravity is unfavourable to the welder. The gravity has a significant effect only at low currents. At high currents, other forces dominate the gravity.
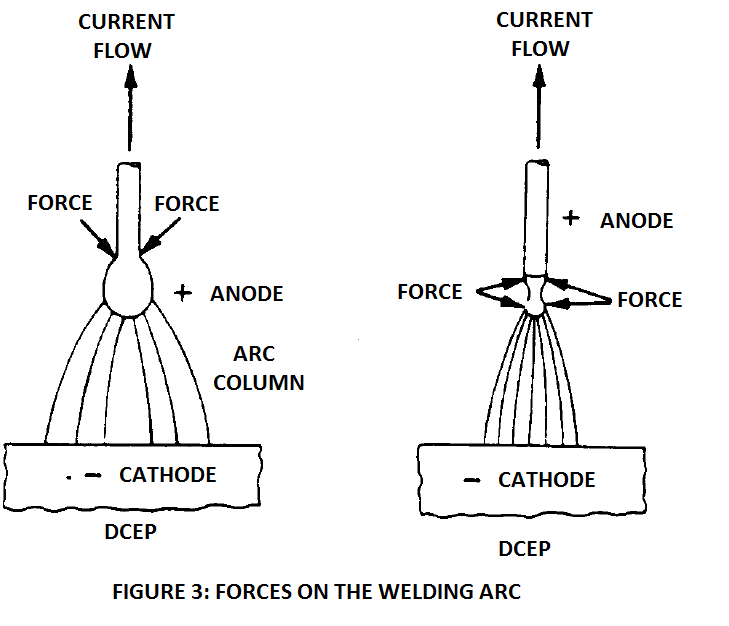
We know that flow of charges particles produces a magnetic field around the charge carrier. This strength of this field is directly proportional to the rate of flow of charged particles. At the electrode tip, there is a flow of electrons and the positively charged ions as well, across the arc gap. Both these flows produce magnetic fields of their own.
When these two fields interact with each other, a force is generated that tends to pinch the molten metal drop hanging at the tip of the electrode. This force is called pinch force, and it literally pinches the melted drop of metal. The pinch force reduces the cross section area at the tip of the electrode, and thus helps in detachment of the tip.
The following figure illustrates these electromagnetic forces.
So this was all about welding arcs. Please feel free to share your thoughts/ observations in the comments section below.