
PAW, short for Plasma Arc Welding is a type of metal joining process in which coalescence is obtained by heating the work-piece with a constricted arc. The constricted arc can be struck in two ways: one, between the tungsten electrode and the work-piece. This is called a transfer arc. Two, the arc is struck between the electrode and the constricting nozzle. This is called a non-transfer arc.
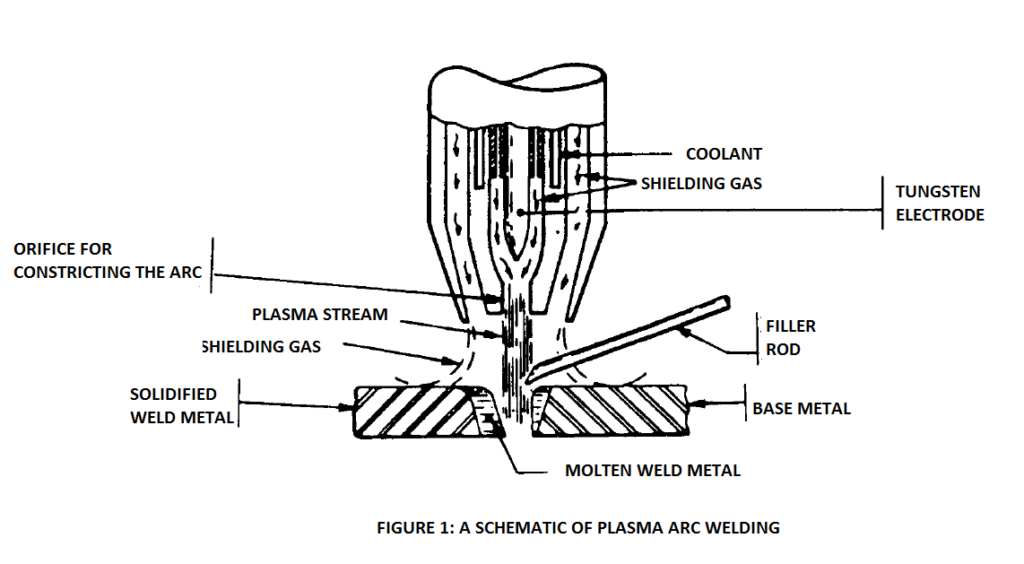
A schematic of the process is shown in figure 1 below. The shielding is provided by a stream of hot ionized gas that flows from the annular gap between the tungsten electrode and the nozzle. This ionized gas may be supplemented by another stream of gas issuing from the annular gap between the nozzle and the outer casing of the welding gun.
Pressure may or may not be applied between the parts being joined. A filler rod may or may not be used in the process. For welding metals of low thickness, welding can be done without a filler. For higher section thicknesses, use of a filler is imperative.
Plasma Arc Welding Equipment
Following paragraphs discuss a little about power source, welding torch, control console and wire feeder used in plasma arc welding.
Power Source
A power source of constant current type is generally used. The C-V characteristics are of drooping type. Direct current is generally used, although AC can be used as well. The circuit has an OCV (open circuit voltage) of 80 volts. The equipment comes with a rating of 60 % duty cycle.
The amperage range on most PAW equipment comes between 2 amperes to 300 amperes. The equipment comes with an inbuilt welding contactor, and a remote control for adjusting the parameters.
Welding Torch
The PAW welding torch appears similar in construction to a GTAW torch. However, the two are quite different. The PAW carries more sophistication in its’ construction.
The first notable difference is that all PAW torches are water cooled. This is necessary because, unlike GTAW, the plasma in PAW gets generated inside the body of the nozzle itself. The temperature of the plasma is substantially high, enough to melt most metals. The nozzles therefore must be cooled continuously by a constant flow of cooling water circulating through the body of the nozzle.
If a constant circulation of cooling water is not maintained, the plasma heat is enough to melt the nozzle.
A cut-section of a PAW nozzle is shown in figure 2 below. PAW torches come in various ratings, from 100 amps to 300 amps. The torches for both manual operation and automatic operation are available.
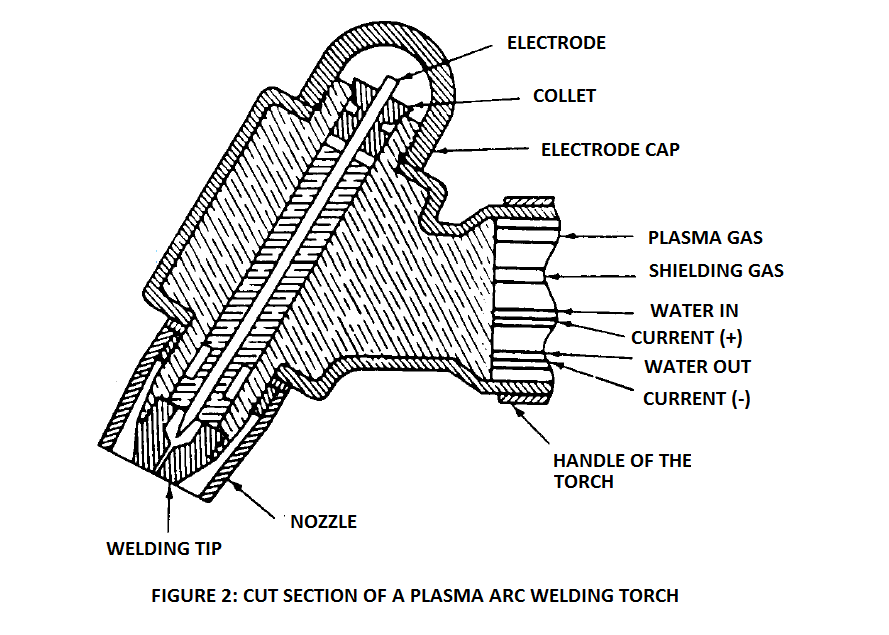
The tungsten electrode used in PAW is 2% thoriated tungsten, similar to the one used in GTAW process. In GTAW process, the tungsten electrode pokes out from the nozzle, while in PAW – it is housed completely inside the nozzle.
Due to this reason, tungsten inclusion is not a problem in case of plasma arc welding, unlike GTAW.
In GTAW process, a piece of tungsten electrode can dissociate and get mixed with the molten metal, thus contaminating it. A tungsten inclusion is a hard element inside the weld, and is not desirable.
Control Console
The PAW torch is generally connected to the control console, instead of directly connecting to the power source. The control console contains a high frequency generator for initiating the pilot arc. It also contains separate flowmeters for measuring the flow rates of shielding gas and plasma gas.
The control console is also equipped with delay timing systems for transferring the pilot non-transferred arc to the main transferred arc, besides water valves and gas valves. Two pressure switches that control the pressure of plasma gas and cooling-water are also fitted on the console. These two switches act as protective devices for the welding torch.
Wire Feeder
In manual PAW welding, the filler rod is manually fed. In machine welding or automatic welding, a wire-feed mechanism is provided on the PAW equipment. This mechanism feeds filler wire at a constant rate. Controls are provided on the equipment to adjust this speed from 10 in/min to 125 in/min (250 mm/min to 3180 mm/min).
Plasma Arc Welding Advantages
The plasma in PAW has significantly higher concentration of heat than the GTAW arc. The temperature of the plasma is significantly higher. The stream of plasma is delivered through a constricted cross section, and at a higher speed than the GTAW arc.
The plasma stream is a powerful thin column of concentrated heat, in comparison to the conical arc emanating from the tungsten tip.
The above two factors result in two advantages for PAW over GTAW:
The nozzle to work distance is not a critical factor for PAW, like it is for GTAW. This allows the welder to observe the weld more clearly and control it.
The high concentration of heat in the plasma stream produces a keyhole effect. This effect results in a satisfactory fusion between two mating parts in a single pass. The joint can be made with minimal edge preparation, and weld can be completed quite fast.
The HAZ created in the base metal in keyhole welding has a narrower width in comparison to GTAW weld. Since the weld concludes in a single pass, the amount of total heat input to the weld is less. This results in less distortion and warpage.
The rate of linear travel along the weld is much higher in plasma arc welding than in gas tungsten arc welding. The depth of penetration is higher in PAW. The depth-to-width ratio is better in PAW than in GTAW.
Applications Of Plasma Arc Welding
A major application of plasma arc welding is in tubing weld joints. Owing to the higher travel speed of plasma than the GTAW arc, these joints in materials such as SS, titanium, etc. can be produced at a faster rate than GTAW process.
Another interesting feature of PAW is that it can operate at really low amperages as well. In GTA and GMA welds, welding with amperages lower than 50 amps is not practical. However, very low currents in the range of 10-15 amps can be used in PAW for welding foil thickness materials. In fact, most applications of PAW utilize an amperage of less than 100 A.
In small instruments in which welding of high precision is required, involving base metals of low thickness, PAW yields high quality welds.
PAW does similar function as EBW (electron beam welding), at a far lesser cost of equipment. The operating cost of PAW is also lower than that of electron beam welding.
Plasma arc welding is most commonly used in manual operation. However, less commonly – it is used for automatic welding as well as machine welding too.
PAW can be used to perform welding in almost all common welding positions, viz. flat, horizontal, vertical, and overhead.
What Base Metals Can Be Welded With PAW?
Almost all commercially used metals can be welded with plasma arc welding, although it is not the best choice of welding process for some grades of base metals. The following table indicates the weldability of commonly used grades of base metals found in the industry.
| Base Metal | Can be welded with Plasma Arc Welding? |
| Aluminum | Weldable |
| Bronze | Possible but not popular |
| Copper | Weldable |
| Wrought iron | Possible but not popular |
| Lead | Possible but not popular |
| Magnesium | Possible but not popular |
| Inconel | Weldable |
| Nickel | Weldable |
| Monel | Weldable |
| Precious Metals | Weldable |
| Low carbon steel | Weldable |
| Low alloy steel | Weldable |
| Medium carbon steel | Weldable |
| High carbon steel | Weldable |
| Alloy Steel | Weldable |
| Stainless Steel | Weldable |
| Tool steel | Weldable |
| Titanium | Weldable |
| Tungsten | Weldable |
What Thickness Of Base Metals Can Be Welded With PAW?
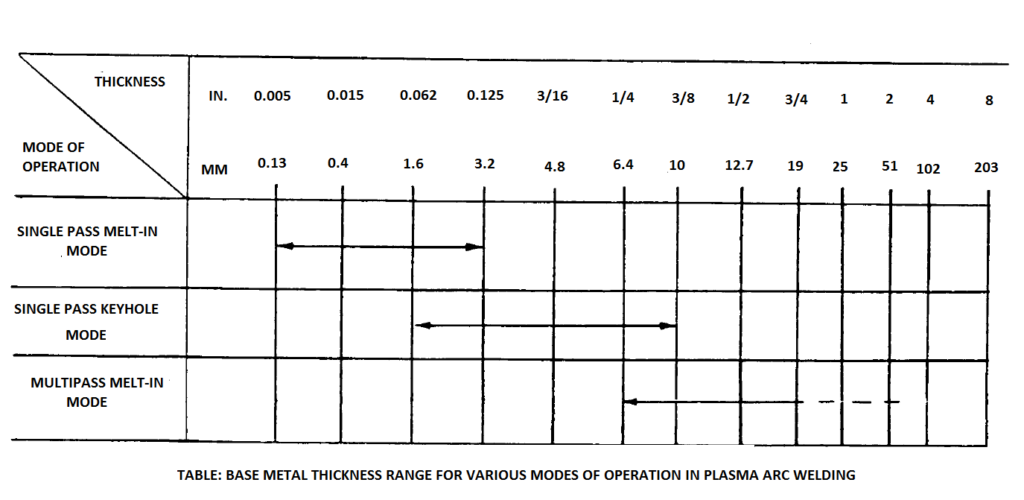
The keyhole mode of operation is useful only for limited thicknesses. Because, despite its’ high energy – the plasma stream cannot achieve complete penetration in thicknesses higher than ½ inch (12 mm). So, keyhole penetration technique is generally used in base metal thickness range of 1/16 inch to ½ inch (1.6 mm to 12 mm).
The penetration depends on the hardness of the metal being welded. For hard metals, keyhole mode can be operated only up to a limited thickness.
The ordinary single pass melt-in mode of plasma arc welding can be used to weld thicknesses as low as 0.002 in (0.050 mm) to up to 1/8 in (3.2 mm). With multipass welding, base metal of any higher thickness can be welded.
Of course, high thickness metals would require use of a filler rod. The table below lists thickness ranges of base metals that can be welded with the above-discussed three modes of operation in PAW.
Principles of Operation Of Plasma Arc Welding
The operation of plasma arc welding is somewhat similar to gas tungsten arc welding. There is a tungsten non-consumable electrode involved, and there is a shielding gas involved.
The main difference is that in PAW, the tungsten electrode is located inside the constricting nozzle, while in GTAW – it is protruding outside it. Due to the location of tungsten electrode, the arc emanating from it gets focussed according to the shape of the nozzle. The arc gets concentrated. On reacting with a high temperature plasma gas, the arc turns into ‘plasma’.
The plasma is not exactly gas, nor is it a liquid (and not a solid obviously). That is why, it is sometimes called the fourth state of matter – after solid, liquid, and gas.
Since the plasma has been constricted in the shape of a stream, the energy in it is concentrated, and has higher temperature than the GTAW arc.
Modes Of Operation
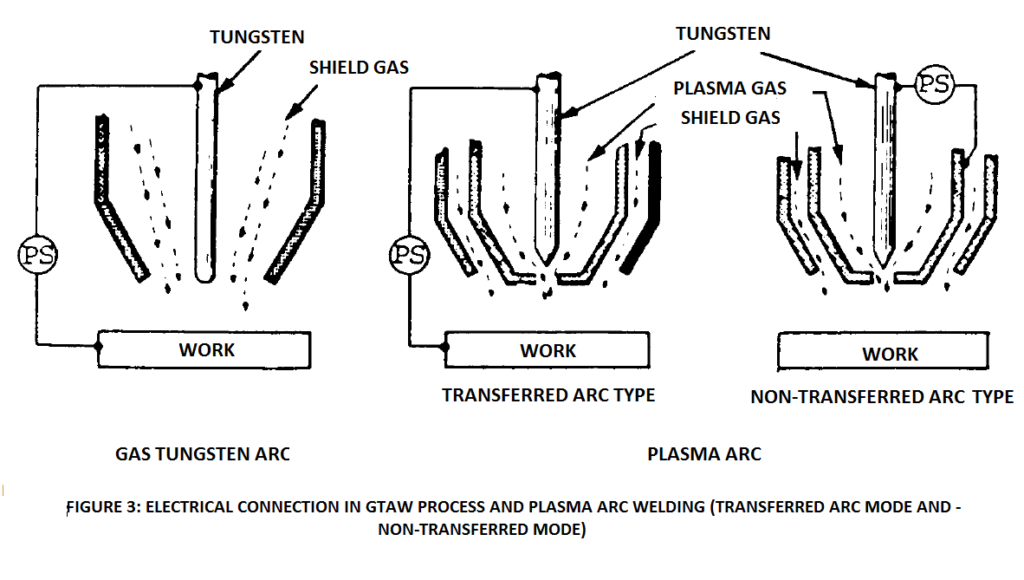
In plasma arc welding, there are two modes of operation: transferred arc, and non-transferred arc.
In the non-transfer arc mode, the current is passed from the tungsten to the nozzle, and back to the power supply. No current is passed to the work-piece. This mode is used for plasma spraying.
In the transfer arc mode, current is passed from the tungsten electrode to the work-piece, and back to the power supply. This arrangement is similar to the gas tungsten arc welding. This mode is the more commonly used mode, and is used to deposit weld metal.
The two modes of operation are represented in the figure below. The connection in GTAW circuit is also shown for reference.
Production Of Plasma
The plasma, which eventually transfers the energy from electricity to the base metal, comes out from the orifice available on the nozzle. The arc generated at the tungsten electrode tip gets forced by the shape of nozzle, and through the orifice in the form of a circular column.
Hot ionized gases are also flowing from the annular gap between the tungsten electrode and the nozzle. The arc reacts with these gases and turns into a beam of plasma, that retains its shape till the end (that is, it does not flare out like the GTAW arc).
The plasma beam, when it impinges on the base metal surface, melts it. The filler metal, when introduced into the molten pool, also melts. Thus, metal gets deposited. This action is similar to gas tungsten arc welding.
The heat of the plasma beam is more intense and concentrated than the gtaw arc. That is why, the rate of melting is rapid. The figure 2 above shows a cut-section of a PAW welding torch.
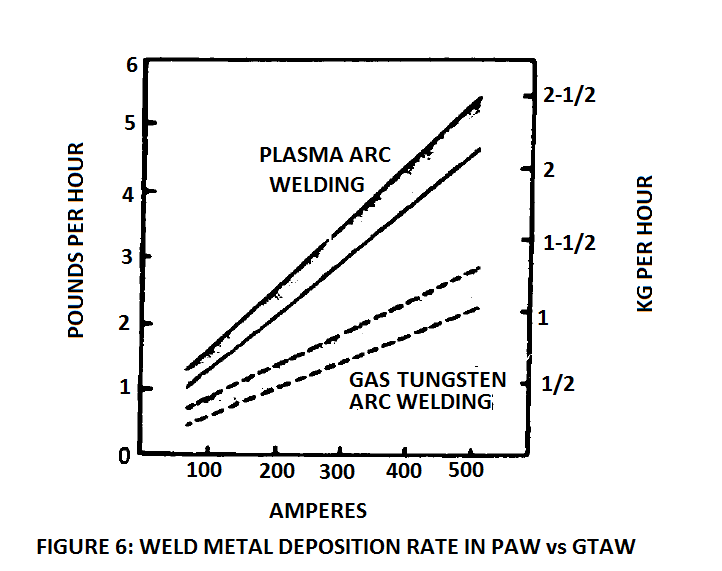
At the same current reading, the plasma arc welding provides a higher rate of metal deposition than gas tungsten arc welding. The enables higher travel speed, and also more depth of penetration inside the base metal.
Welding using a plasma beam can be done using a single-pass melt in mode, or a multipass melt in mode. Both are same, except that in multipass mode – the number of passes are multiple, and a filler wire is used. In a single-pass melt in mode, filler rod may or may not be used. The single-pass mode is useful for extremely thin materials.
Besides these two modes, a third mode – as discussed in preceding paragraphs, is also used. This mode is called keyhole mode of operation.
In this mode, the plasma penetrates inside the base metal – melting the sidewalls in the process. The cross-section of the weld looks like the ‘keyhole’ of a lock. Hence the name keyhole-mode. As the beam progresses along the weld, the molten walls left behind fuse together to make a joint. Only a single pass is generally necessary. This mode can be used in manual operation, or in machine, or in automatic modes of operation.
The keyhole mode cannot be used for very high thicknesses. The upper limit of thickness also depends upon the grade of base material, the heat treatment it has received prior to the welding, and the shielding gas(es) used for the welding. This mode is generally used to weld base metal thicknesses in range 1/16 in. to ½ in. (1.6 mm to 13 mm).
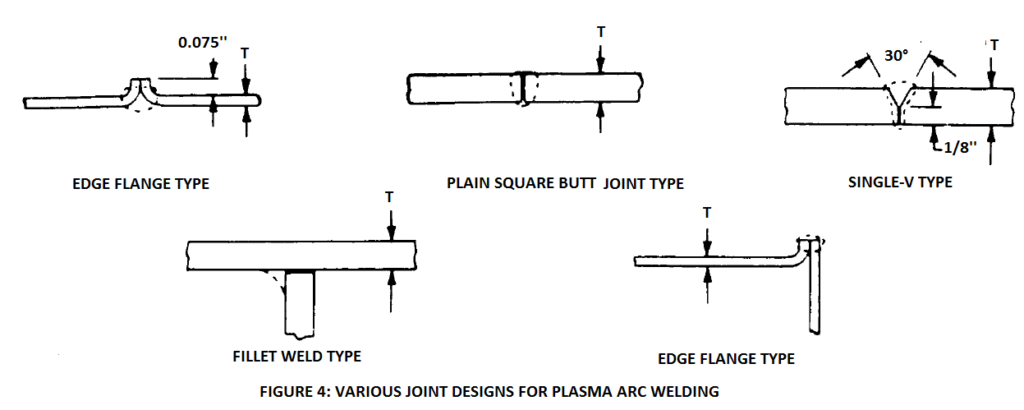
Joint Design
Joint design in plasma arc welding depends on the base metal thickness and the mode of operation chosen. For keyhole mode of operation, a square butt type of EP is chosen, and no root gap is kept. The keyhole mode yields a joint of complete-penetration.
For thick sections, a U-groove joint design is chosen. I such grooves too, the root passes can be welded by the keyhole mode. For this, the face of the root should be at least 1/8 in. (3.2 mm) wide to enable a full keyhole penetration.
If the mode of operation is single-pass melt in type, the joint design should be again of square groove weld type. The thickness of base metal in this mode ranges from 0.02’’ to 0.1’’ (0.5 mm to 2.5 mm). For welding extremely low thickness of the order of 0.005’’ to 0.02’’ (0.13 mm to 0.5 mm), edge flange type of joint design should be chosen. The flanges get melted to make the joint.
When thick sections are to be welded, multi-pass melt in mode of operation must be mandatorily used. The joint design for such welds is same as that used in SMAW or GMAW processes.
The figure below shows various joint designs used with plasma arc welding process.
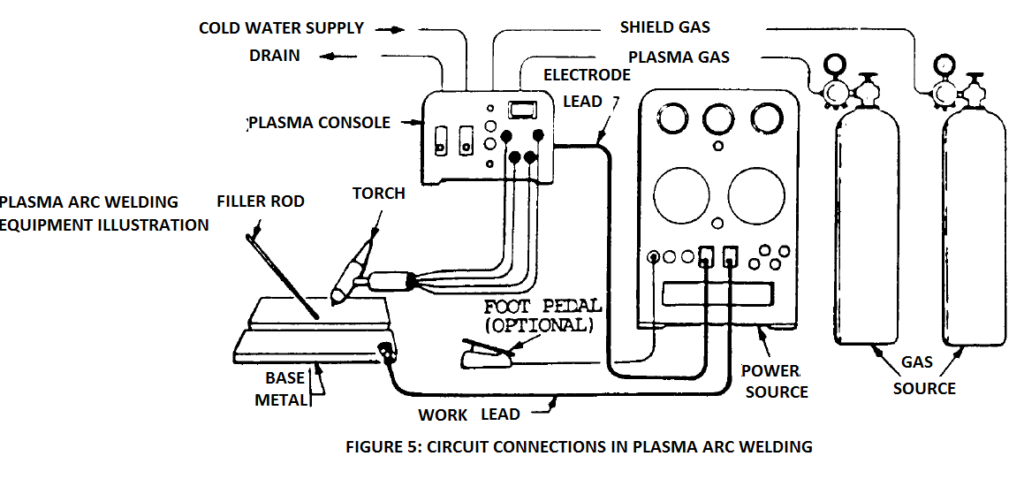
Welding Circuit and Current
The electrical circuit and the connections of different parts with respect to each other are more complex in PAW, than GTAW. The control console in PAW is an extra component that is not found in GTAW.
Since the tungsten does not touch the work-piece in PAW, the arc has to be struck with the aid of control console. Likewise, stopping the arc is also done with the aid of control console.
The power source in PQW and GTAW is quite similar.
Regarding the gas supply, in GTAW – only the shielding gas has to be supplied. In plasma arc welding, two gases paths have to be provided: one for shielding gas, another for plasma gas.
The layout of various components in the welding circuit of PAW is illustrated in the figure below. It can be noticed that two gas cylinders (as against the usual one cylinder in GTAW) have been shown.
The electrical supply and shielding gas supply are fed to the control console in PAW. Whereas, in GTAW – as we know, these two are fed to the torch directly. Additionally, cooling water supply is another input given to control console.
Direct current of constant current power source is generally used in plasma arc welding. Use of alternating current is not so common.
Filler Metal
The filler metal rod looks just like the GTAW filler rod. It’s composition depends on the grade of base metal being welded. The diameter of the rod depends on the thickness of the base metal and welding current.
Filler metal is not a compulsory feature in plasma arc welding. PAW can be done without filler as well. In fact, welding of thin metals is best done without using a filler rod.
Feeding the filler to the molten pool is similar to gas tungsten arc welding. It can be fed manually by the hand, by introducing it into the molten metal. Or, it can be fed by machine as well, depending on the application.
Shielding Gas
The shielding gas generally used in plasma arc welding is argon. Sometimes a mixture of argon and helium is also used, although argon is preferred over helium, because helium is quite light and rises up in the atmosphere rapidly due to buoyancy effect.
A rate of flow of 15 to 30 cubic feet per hour (7 to 14 litres/minute) is generally adequate, this depends on the diameter of the filler and travel rate as well.
For plasma gas also, argon is used. However the rate of flow is far lower than that of the shielding function. The rate of flow is 1 to 5 cubic feet per hour (0.5 to 2.4 litres/minute), generally. This again depends on the torch size and the grade of base metal being used.
Quality, Deposition Rates, and Variables
Rate of linear travel is higher in PAW than GTAW, owing to the high heat intensity of the plasma. This also means that rate of weld metal deposition is higher in PAW.
Since the tungsten electrode is located inside the nozzle, there is no danger of tungsten inclusion as well, in the weld metal. The quality of PAW welds is quite high. The figure below shows a comparison between the deposition rates of GTAW and PAW. The weight of weld metal deposited for varying amperages has been shown in the figure.
The table below lists the commonly employed welding parameters in plasma arc welding, depending upon the base metal and it’s thickness.
The type of edge preparation, filler rod size, diameter of the orifice in the nozzle, welding current, shielding gas flow rate, number of passes, and travel speed has been shown for different thicknesses stainless steel and copper.
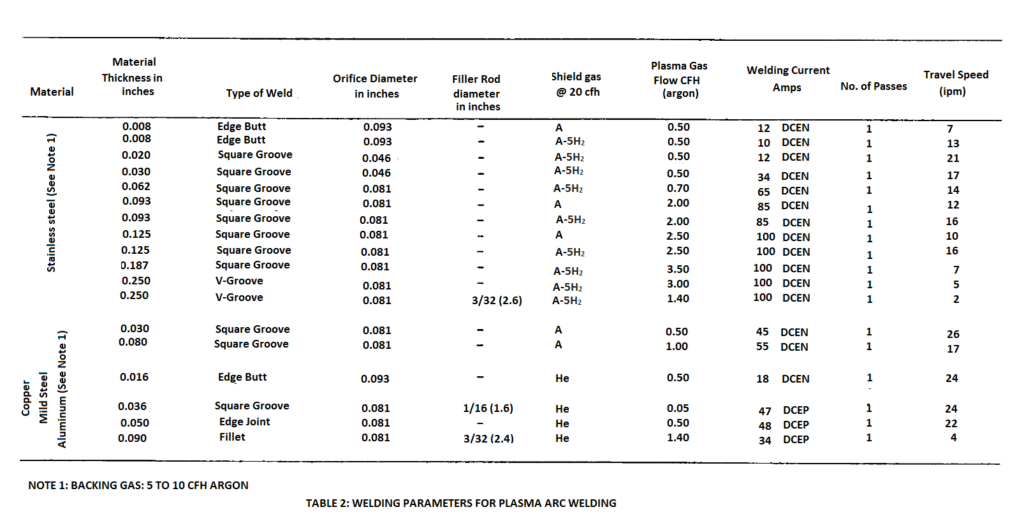
The welding variables for PAW are mostly same as those for other arc welding processes, except the plasma gas flow rate and the nozzle orifice diameter. All the welding variables must be specified on the WPS to help the welder make a quality weld.
Important Guidelines For Using PAW Process
The centering of tungsten electrode with respect to the orifice in nozzle is of paramount importance in plasma arc welding. The current for initiating the pilot arc must be kept low. It should be just enough to sustain a stable pilot arc.
While welding materials of very low thickness in the range of 0.1 – 0.5 mm, the pilot arc itself may be sufficient to obtain fusion.
The filler metal in PAW is added to the molten weld pool in a manner similar to that in GTAW process. In PAW, there is more freedom for the welder to move around his hand since the nozzle of the torch is not so closely positioned with the work-piece.
Use of right grade of shielding gas and plasma gas is necessary to obtain a quality weld. The rate of flow is important as well.
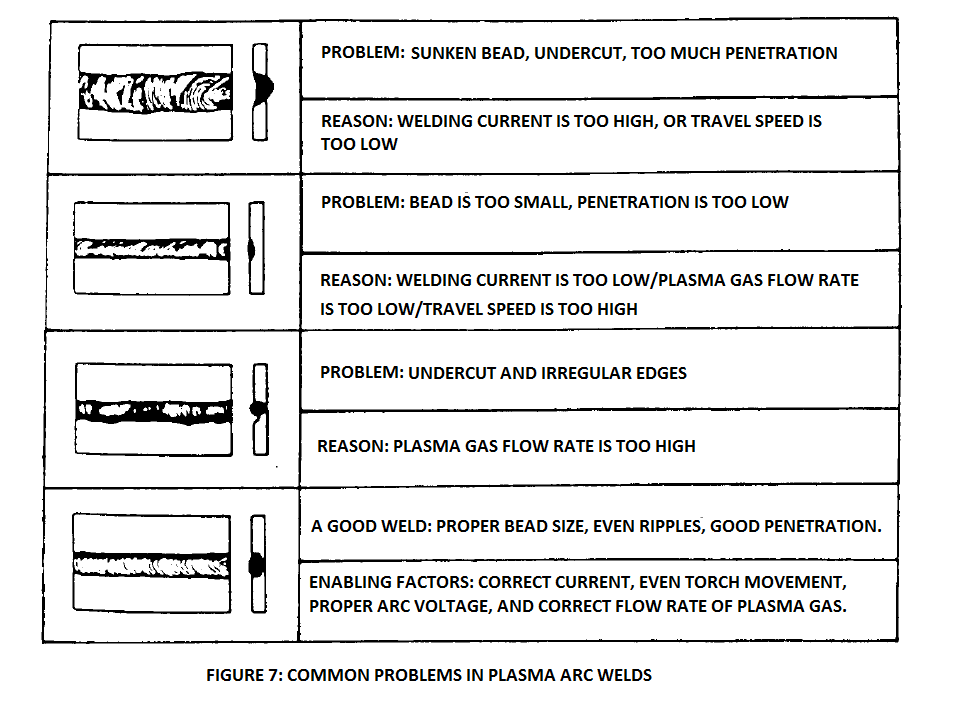
The right amperage, and travel speed also must be in proportion with each other. The following figure presents the abnormalities observed in the bead when there is a imbalance in the welding current, rate of flow of plasma gas and shielding gas, torch movement, and arc voltage.
Variations In Plasma Arc Welding Process
One important variation is the pulsed arc PAW process. In this, the current, instead of being supplied at a constant rate, is supplied in pulses. The current has a high value (peak current) for certain duration in the cycle, followed by a low value (base current).
The advantages obtained by using pulsing current are same as those obtained in GTAW welding. Base metals of low thicknesses can be welded without incurring excess penetration, or burn-though like problems. In this mode, good control can be exercised over the molten puddle, especially for out-of-position welds.
In other variation, programming can be done for some applications. The complexity of programming depends on the application. The rate of flow of plasma gas and the welding current can be regulated through programming.
In another variation, hot-wire PAW can be used. In this, the filler wire is heated using a small voltage. The heated wire, when it is fed into the molten puddle, melts faster than the ordinary wire (at room temperature). Hence rate of deposition gets enhanced.
Limitations Of Plasma Arc Welding Process
The welding torch in plasma arc welding, in comparison to the GTAW torch, has an intricate and complex construction. It requires careful expert handling.
The water-cooling is a mandatory feature in PAW torches. The plasma arc torch cannot operate without cooling water.
The positioning of the tungsten electrode vis-à-vis the centre of nozzle orifice is of high importance. The tungsten must be aligned precisely with respect to the nozzle opening.
Higher amperages require high rate of flow of cooling water. Hence, the size of torch is limited by the rate of flow of cooling water it can sustain, and therefore, the current it can allow through itself.
The passages for cooling water are narrow. The water flowing through them must be deionized, and free of any contaminants whatsoever. Use of water filters is therefore necessary. The control console is another component of PAW equipment that is not found on other arc welding equipment. This console makes the unit complex, and expensive, and also maintenance-intensive.
Safety In Plasma Arc Welding
Plasma arc welding is quite similar to GTAW process. Therefore the safety considerations are also similar to those of GTAW.
The temperature of the plasma stream is very high. The column of air just surrounding the plasma gets heated due to this. This heat causes oxygen in the air to turn into ozone. Ozone inhalation is harmful to humans. So, adequate ventilation must be provided for this ozone to escape out from the welding zone.
Some chlorinated solvents in the industry, used for cleaning activities such as degreasing, are sensitive to the heat of the arc. These solvents evaporate into fumes even on slight exposure to heat. The fumes, in the form of phosgene gas, are harmful. Such agents therefore must be removed from the welding area before welding is undertaken. Also, proper ventilation is necessary.
Up to a transferred arc current of 5A, safety glasses with a filter glass of shade number 6 should be worn. The safety glasses should have side shields on them.
When currents between 5 amps to 15 amps is used, a face shield should be used in addition to the safety glasses. Above 15 amperes, a standard welding helmet should be worn. The shade of filter glass depends on the amperage being used.
Protective clothing should be worn to protect against arc flash and hear burns.
Only a trained welder should handle the equipment. When it is required to replace the tungsten rod, the electrical power should be turned off.
Proper grounding of the equipment should be done before start of welding.
So, this was about plasma arc welding. Please feel free to share your thoughts and observations in the comments section below.