
Multilayer welding, as the name suggests, is the name given to welds which are made by using multiple layers of weld. Using multiple layers becomes necessary when welding of thick sections is being done.
High thickness base metals cannot be welded with a single pass, as the resulting bead would be too big, unwieldy, and ugly. Such a weld would not have necessary ductility or strength. Further, chances of burn though are high due to use of very high input.
In such cases, multilayer welding or multipass welding must be resorted to. In this, multiple layers are deposited one over another using a standard size electrode, till the entire thickness gets filled. A smaller (than in single pass welding) diameter is used for depositing multiple layers. Due to the smaller size electrode, the size of the weld puddle is small.
A smaller puddle does not pose danger of burn through. This also allows welder to achieve complete joint penetration without inviting excessive penetration while laying root passes. A smaller puddle results in a smaller heat affected zone. The puddle can be easily controlled by the welder.
A skilful welder can produce a weld without metal oxides, slag inclusion, and incomplete fusion with the side walls. Some examples of multilayer welding in different types of welds are shown in the figure below.
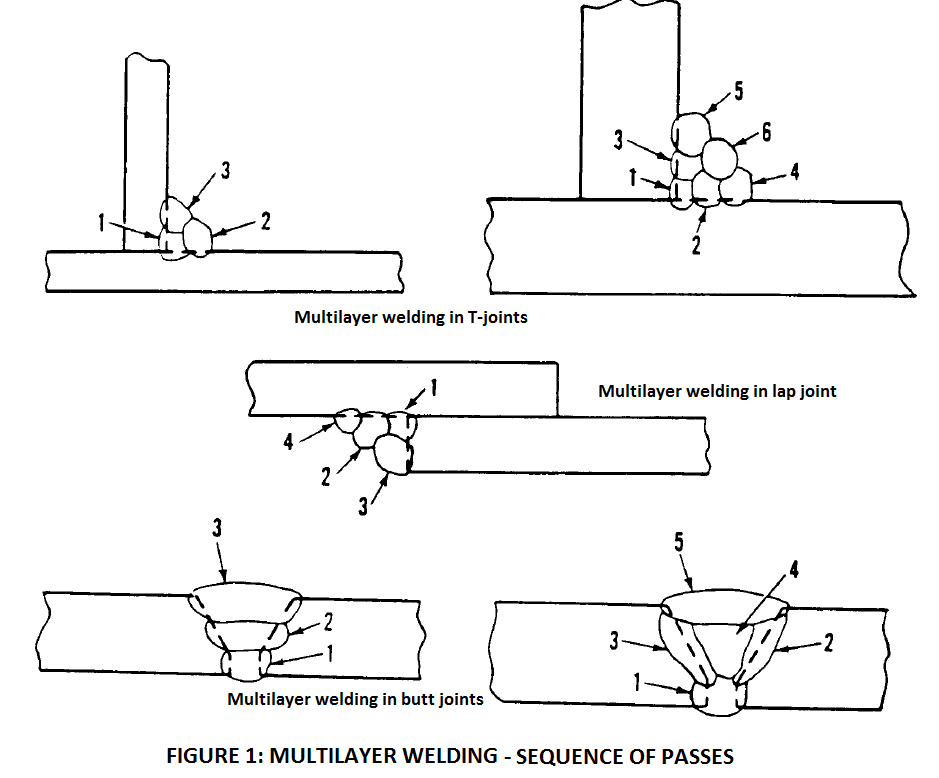
The current used for root pass is generally lower than in the subsequent passes. This is done to avoid burn-though while also achieving complete penetration. The current in the subsequent layers can be increased. As can be seen in the above figures, the root pass is smaller in size. A smaller sized bead is easier for welder to manipulate and control, which is required while welding at root.
In low alloy steels, use of multiple layers also permits ‘tempering’ of welding beads by the oncoming beads above them. This improves the ductility, and reduces hardness of the underlying beads. The grain structure of the underlying beads gets refined. For tempering of the top layer, another layer is deposited after completion of the weld. Some people call it as ‘tempering beads’.
These beads must be deposited with the higher value of heat input range given in the WPS. The tempering beads should be away from the base metal by 2 to 3 mm. These beads provide grain refinement for the beads of the top layer, and can be machined off after completion of welding.