
When two metals are closely pressed together, and an electric current is passed through them – they offer an electric resistance to the flow of current. This resistance is greater than the one if the current was flowing through a continuous metal. The resistance to current causes heat to be generated between the two metals.
If the metals are pressed to each other such that the pressure is applied at a concentrated area, then the heat gets generated only on that area. The heat causes the two pieces of metal to melt at the point of contact where pressure is applied.
The melted metals when pressed against each other by application of pressure thus get joined together. This kind of welding can be done in a variety of ways. For example, when point of contact between the two metals is only a spot, the melting and fusion occurs only at that spot. The weld thus formed is called a weld nugget. This welding is called spot welding.
When the welding electrodes that perform the function of applying pressure roll along the length of the metal such that the point of contact between the metals changes with time, the weld obtained is a line, or a seam between the two metals. Such welding is called seam welding.
On similar principles, there are several other kinds of resistance welding processes such as projection welding, resistance high-frequency welding, resistance flash welding, resistance upset welding, and resistance percussion welding.
The heat generated (and therefore the size of weld obtained) depends on three factors: current used, time of flow of current, and the pressure applied by the electrodes. These factors have different values for different metals, and depend on the amount of heat required to overcome resistance posed by a particular metal-type and raise it to its’ melting point.
The work-piece forms a part of the welding circuit. The melting occurs only at the point of welding because this is the segment in the circuit that offers highest resistance to current-flow.
In this article, we shall discuss few basic principles that govern all resistance welding equipment. Following this, we shall see a little about the equipment used in spot welding, projection welding, upset welding, and high-frequency welding.
The type, and make of resistance welding equipment depends on the type of base metals involved, quality requirements of the application, and of course, budget constraints.
Principal Elements of Resistance Welding Machines
Resistance welding equipment has three principal elements:
- Electrical supply that consists of a transformer, and a current controlling device. The current does not have to be supplied at a constant magnitude throughout the cycle. In fact, best results are obtained when current is varied in accordance with a program, which supplies different amperage at different instants of the cycle.
- A mechanical system that applies pressure on the work-piece placed between the two electrodes. The frame holds the work-piece between the electrodes so that current can be conducted and welding done.
- A control system to initiate and sustain the current cycle according to the program. The equipment controls the entire program.
The resistance welding equipment is of two types: semi-automatic type and machine welding type. In semi-automatic type, the operator feeds the work-piece, adjusts & places it correctly between the electrodes, and presses the switch to start the welding. The welding is then done by the program in accordance with a preset sequence.
In a machine welding set up, the work-piece is placed between the electrodes by the machine automatically. The welding is then carried out in accordance with the program. The completed assembly is then ejected out by the machine without intervention of the operator.
Spot Welding
There are several variations of the simple spot welding machine. In the upcoming paragraphs, we shall see in brief about the press type, rocker arm type, portable type and multiple spot welding type equipment.
The following figure illustrates the main parts of a typical spot welding machine.
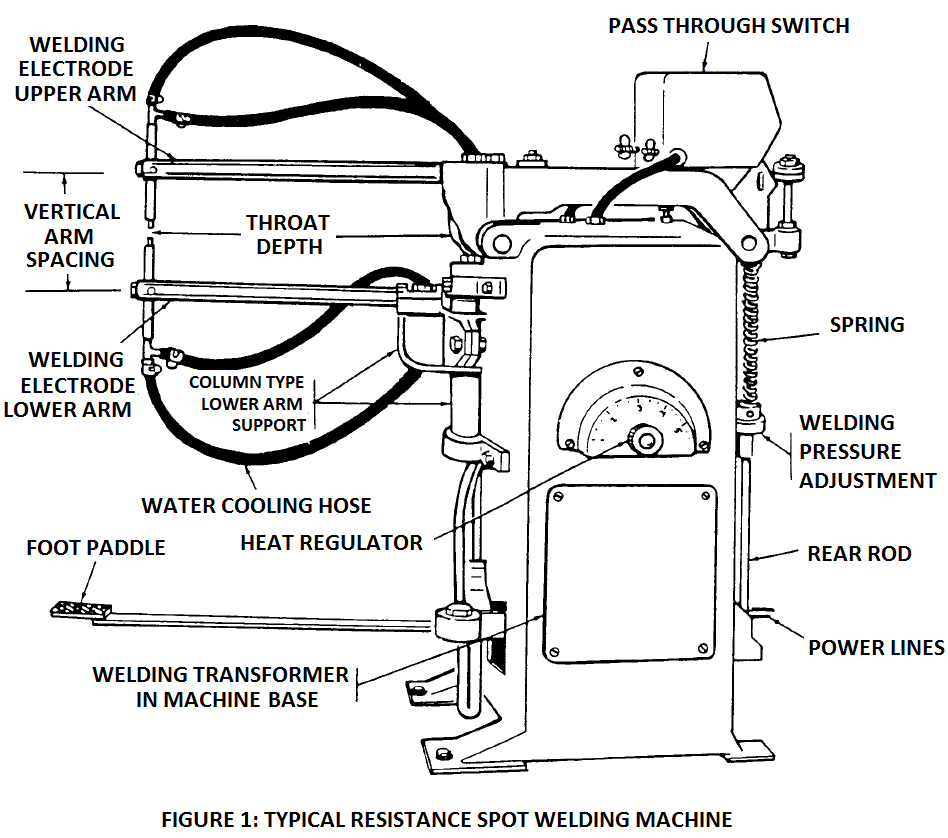
As can be seen, the work-piece is fed between the two electrodes. The electrodes jut out from the body of the machine so that wide-jobs can be accommodates, and weld can be obtained at a distance from the edge of the work-piece. The electrodes are made of copper alloys; to take advantage of the fact that copper is an excellent conductor of electric current.
Let us see a little about a few variations of the machine.
Rocker Arm Type
In these machines, the upper electrode is capable of rotating in an arc. One end of this arm is positioned at the machine; the other end hosts the electrode. The arm supplies current to the electrode.
The lower arm that hosts the lower electrode is stationary. The pressure is applied through the upper arm. During the welding, the electrodes in both arms must be aligned with each other.
These machines are good enough for spot welding of most metals.
Press Type
In these machines, the arms cannot rotate about an arc, but are fixed and can travel along a linear path on guided bearings. The pressure is applied by air cylinders or hydraulic cylinders, or by manually using small bench units. These machines can be adapted for either spot welding or projection welding.
Portable Type
As the name suggests, the welding gun of the machine can be taken from one place to another. A typical portable machine for spot welding has four parts:
A portable welding gun, welding transformer for supplying electrical power, cables and hoses for conducting current and cooling water (for copper electrodes) to the welding gun, and a sequence timer to feed the current according to the welding program. The gun can be customized to suit the needs of the application.
Multiple Spot Welding Type
In these machines, multiple spots can be welded at the same time. Such machines are generally made to suit a specific-purpose. Hence the length and width, and number of electrode pairs depend on the needs of the application. The current to the individual welding guns is supplied by multiple transformers.
The welding gun is same as other types, but is is mounted on a special ‘C’ frame that is similar to the one used for a portable spot welding gun.
Welding Machine For Spot Welding Of Aluminum
For spot welding of aluminum, the conventional spot welding machines that are used for welding os sheet metal can be used. However, there need to be included some improvisations in the machine that yield best results in the welding of aluminum. These desired features are as follows:
- The machine must be capable of handling high amperages for shorter intervals.
- The machine must deliver current for precise durations of time, as dictated by the program.
- High amount of pressure is required for welding of aluminum. The machine therefore must be structurally robust enough to withstand high electrode force.
- In order to reduce magnetic deflection, the machine must also be capable to deliver dual-force cycle.
- The machine should have precise electronic controls to allow slow build up and tapering down of the welding current along the slope defined on the welding program.
- The welding program sometimes includes post weld current to reduce the cooling rate of the weld. This reduces cracking chances. The machine must supply this current.
- Due to high currents, problems such as sticking of the electrodes on job occur. This may occur because the electrode has gor heated up. This must be prevented by maintaining a consistent supply of cooling water. Often, a refrigerated water for the purpose.
Projection Welding
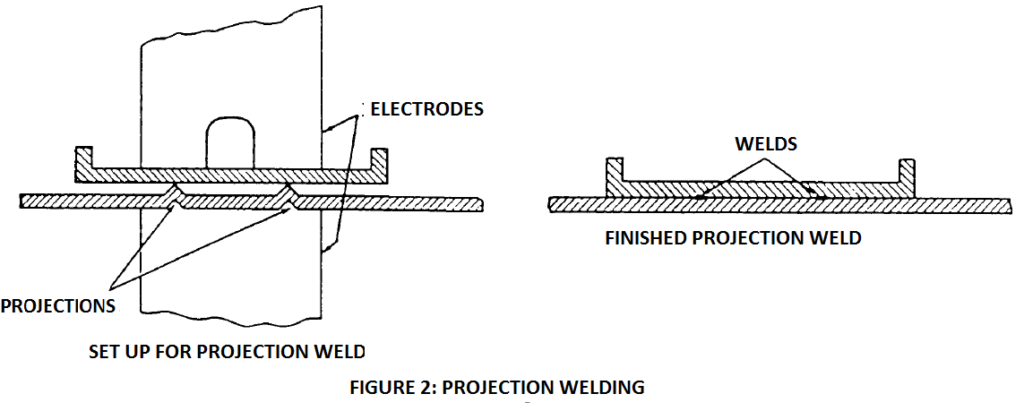
In these machines, the electrodes have a larger contact surface area than the spot welding machines. These electrode, see the illustration below, come in contact with the embossments or projections available on the job. The effectiveness of the welding operations depends on the uniformity of this contact between electrode and work-pieces.
The following figure illustrates the electrodes used for projection resistance welding, placed over typical work-pieces.
Seam Welding
Seam welding machines perform the welding along a seam (instead of a spot). The work-piece moves under the electrodes along the path that yields a seam weld at the desired location. The electrodes are made up of wheels (instead of sticks) to enable this movement. This is the major difference between a seam welding machine and a spot welding one. Besides this, seam welding and spot welding machines are similar in construction.
The movement between the work-piece and the electrodes can be achieved in multiple ways. Either the work-piece can be made to roll between the electrodes, or the electrodes roll over the length of the work-pieces, while the work-pieces themselves remain stationary. The variation involving moving electrodes is useful in portable seam welding machines.
Like other resistance welding machines, the control system must provide for precise on-off sequencing of welding currents as the wheels roll along the length of the weld.
The standard components of a seam welding machine are as follows:
- A mainframe that houses the transformer and tap switch.
- A ramp for seating the job.
- A welding head backed up by an air cylinder (for applying force).
- A drive mechanism for upper electrode.
- A drive mechanism for lower electrode.
- Electronic controls for regulating power supply in accordance with program.
- Wheel electrodes.
High-Frequency Welding
In this process, an alternating current of very high frequency (10, 000 – 500, 000 Hz) is used to heat the metal. The electrical resistance posed by the work-piece heats up the metal and melts it. An upsetting force then fuses the work-pieces together by applying pressure on the melted metal. The process is automatic; the welding machines for such applications are tailor-made for specific requirements.
So, this a little something about resistance welding machines. Please let know your thoughts in the comments section below.