
This article discusses different oxyfuel welding positions such as flat, horizontal, vertical, and overhead. At the end is a small discussion on oxy-fuel forehand welding and oxy-fuel backhand welding.
OxyFuel Welding Flat Position
OxyFuel flat position welding is performed from the top side of the joint. The face of the weld is horizontal in this position.
Bead Welds.
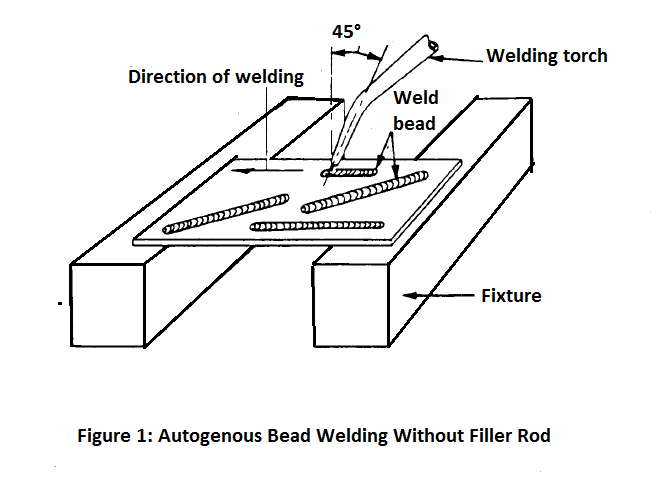
In order to deposit beads of good quality on a surface with oxyfuel process, the torch angle, motion of the torch over the surface, and position of welding flame should be maintained appropriately.
The choice of type of flame should also be appropriate to the base metal being welded.
If narrow beads are desired, slightly raising and lowering the flame accompanied by a slight circular motion should be the approach. The tip should be positioned at an angle of 45° with the horizontal. The flame should be pointed in the direction of welding. Refer the figures below.
If it is desired to increase the depth of penetration, the welding speed should be slowed down. A slight increase in the angle of the torch can also be adopted.
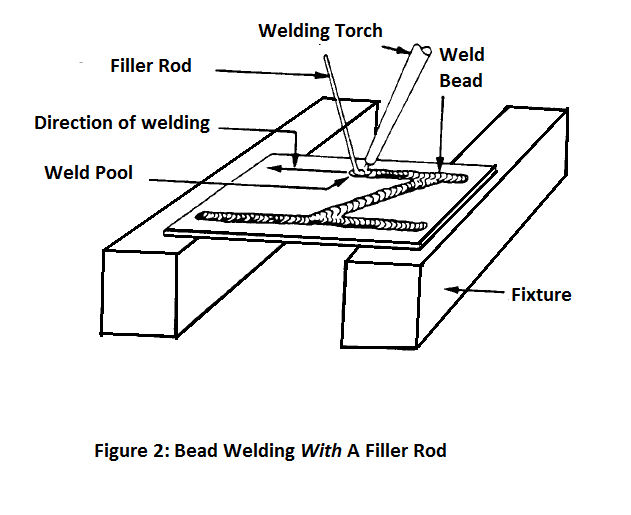
If the speed is decreased too much, the puddle size becomes too large, one should be careful to avoid a burn-through. A good bead made without filler metal appears slightly below the surface of the plate. A bead made with a filler rod appears as a uniform buildup on the surface.
To obtain a good weld, the puddle size should not be too large. It should be just the right size. The torch should be given a slight movement from side to side to achieve proper fusion. The bead size can be manipulated by adjusting the welding speed and also varying the amount of filler rod introduced in the flame.
Butt Welds
Making butt welds is not as straight forward as bead welding.
Tack welds should be made to keep the base plates correctly aligned in the plane.
If thin sheets are involved, the beads should be sufficiently spaced out to avoid warpage of the plate. The number of passes for but welding of steel plates should be approximately as per following table:
| Plate thickness, in. | Number of Passes |
| 1/8 to ¼ (3.2 to 6.4 mm) | 1 |
| 1/4 to 5/8 (6.4 mm to 16 mm) | 2 |
| 5/8 to 7/8 (16 mm to 22.4 mm) | 3 |
| 7/8 to 1-1/8 (22.4 mm to 28.8 mm) | 4 |
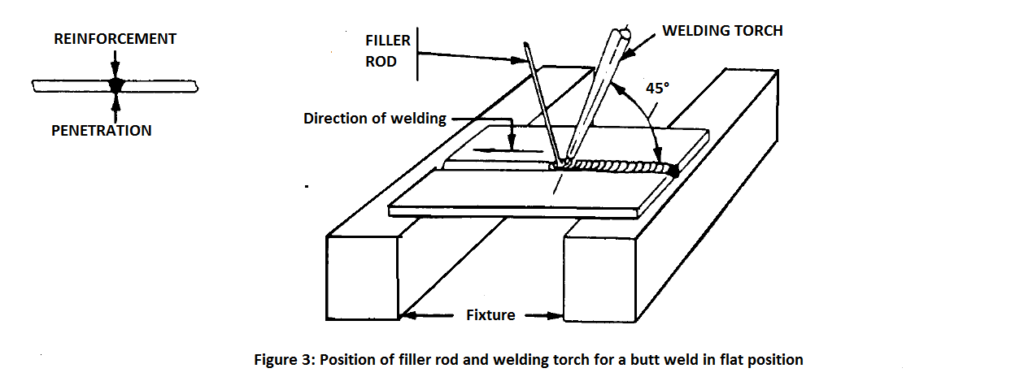
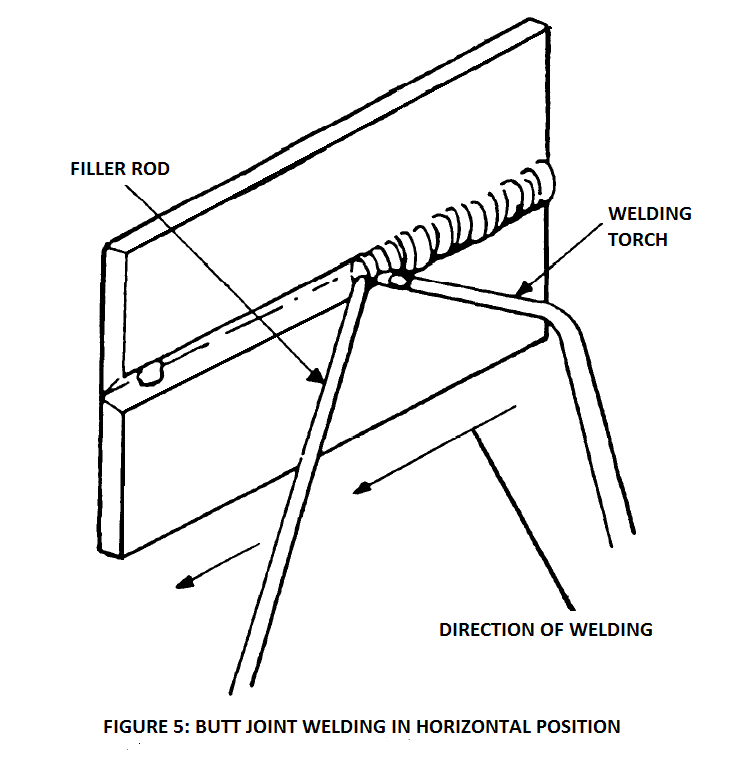
The angle of the torch tip with the ground, and position of filler metal rod with respect to the torch is shown in the below figure. The motion of the torch should be manipulated such that full fusion with the sidewalls is achieved.
The introduction of filler metal in the molten puddle should be regulated to control the size of the bead. Correct oscillation of torch and controlled use of filler metal ensures complete penetration as well as avoids extra-large beads.
Abundant caution should be taken to avoid making a large puddle, because that results in weld with porosity, low strength in the deposited metal, and possibly burn through in the base plate.
OxyFuel Horizontal Welding
See the following image for an overview of welding positions in filler welds and groove welds.
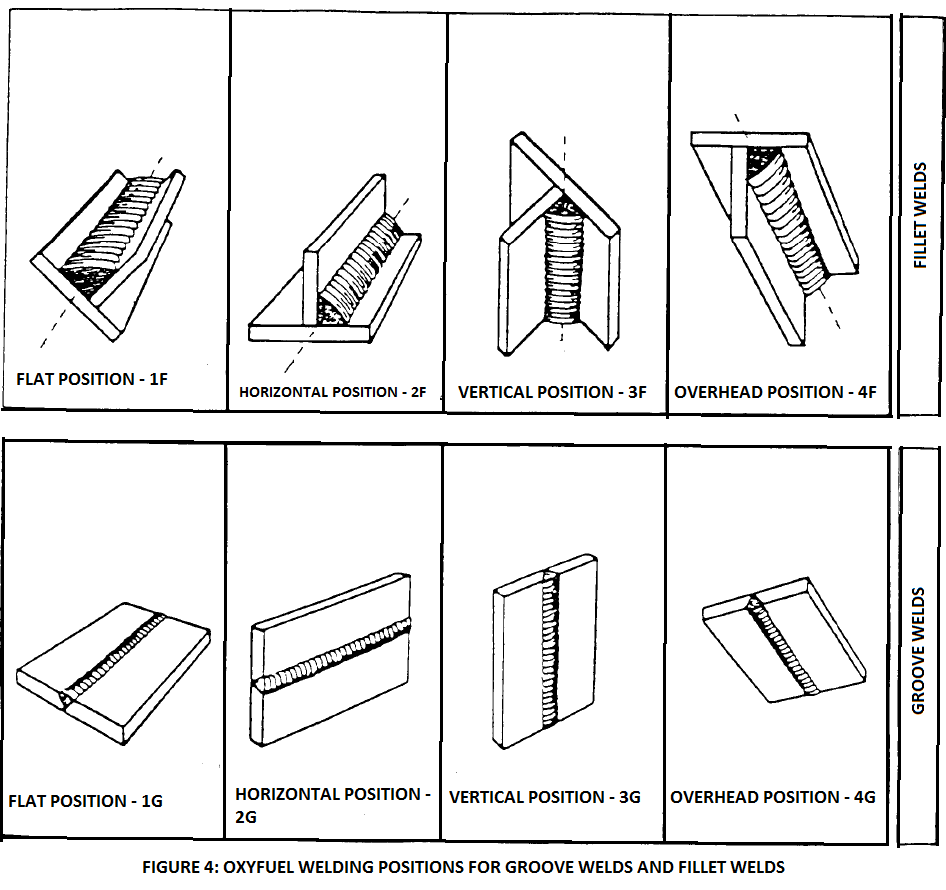
For horizontal welding, the weld axis is horizontal, however the type of weld needs to be defined to determine the correct welding technique. For a fillet weld, welding is done between a vertically placed plate placed over a plate lying flat on ground. See 2F position in the above figure.
For a groove weld, the base plates are placed in a vertical plane. The weld needs to be deposited on this vertical plane, but proceeds along the horizontal direction. See 2G position in the above figure.
Butt welding in horizontal position is not quite as straightforward as butt welding in flat position. This is because the molten metal has a tendency to ‘sag’ towards the metal on the lower side. Whereas, the heat of the flame, naturally, points towards the upper member. These opposing factors make it a difficult prospect for the welder to deposit a uniform looking weld.
How To Make A Good Weld In Horizontal Position With Oxyfuel Welding Process?
Although slightly trickier than flat position, a good weld can be obtained by keeping a few steps in mind.
First, align the plates along each other and apply the tack weld at both the ends.
During welding in the groove, move the torch up and down with a little oscillation so that the heat gets distributed equally to both sides of the joint. This distributes the weld metal, and avoids the puddle from sagging down.
A distributed puddle solidifies faster too.
Horizontal position requires more skill than flat position. The welder should practice sufficiently before moving on to vertical and overhead positions.
Oxy-Fuel Welding: Vertical Position
Oxy-fuel welding in the vertical position requires a technique in order to keep the molten metal from running downward.
In this position, the weld axis is approximately vertical to the ground.
Similar to horizontal welding, the molten metal tens to sag downwards in vertical position welding with oxyfuel welding process. If care is not taken, excessive deposition occurs towards the bottom side of a joint, while a under-filled groove appears towards the top side of the joint.
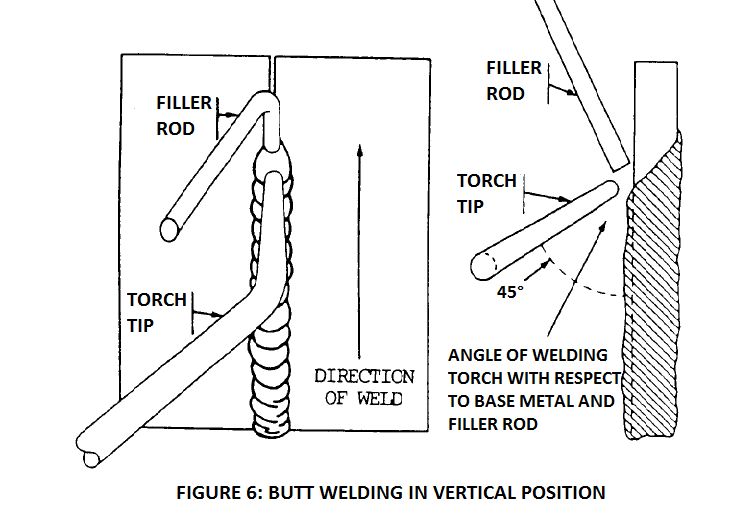
To counteract this, the flame should be pointed upwards at a torch angle of 45° with the vertical. See the figure below.
A skilled manipulation of torch and filler rod prevents sagging of the weld, and achieves complete penetration and fusion at the same time.
An oscillation is required in both the torch and filler rod to obtain a uniform bead. The filler rod should be fed from above, and the flame should sweep the puddle to evenly distribute the metal across the width of the groove.
Eventually, a good weld depends upon the skill of the welder.
Oxyfuel Welding: Overhead Position
In this position, weld is deposited from the under-side of a joint.
Bead welds
The deposited beads in overhead welding tend to sag downward due to the pull of the gravity. This results in a bead with a high crown. To avoid this, the welder should aim for a smaller puddle, and move around the flame and filler to distribute the puddle so that a thinner bead solidifies quickly.
At the same time, enough filler metal should be fed to obtain complete penetration and adequate fusion with the base metal. The flame should be removed momentarily if the puddle becomes too large, so that the molten metal gets time to freeze.
Butt Joints
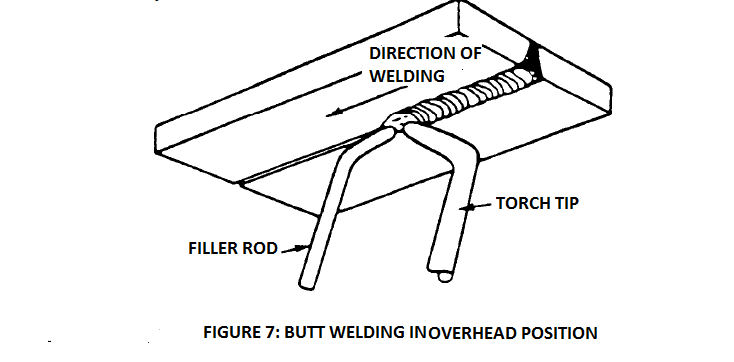
The positioning of welding torch and the filler rod is shown in the figure below, for a butt weld made in overhead position. The flame should be directed such that it supports the welding puddle and also melts the base metal edges. Enough filler metal should be fed to obtain adequate reinforcement.
When welding is done from only one side, care should be taken to fuse the root fully, while also avoiding burn-through.
Oxyfuel Backhand Welding
Oxyfuel Backhand Welding is not a welding position; it is rather a method of welding. In this method, the filler rod is preceded by the welding torch. The torch is positioned at 45° from the vertical ahead of the weld pool.
The filler rod is fed from the space between the torch and the molten puddle. This method is slightly faster than forehand welding method, and better control can be exercised over the molten puddle. See the figure below.
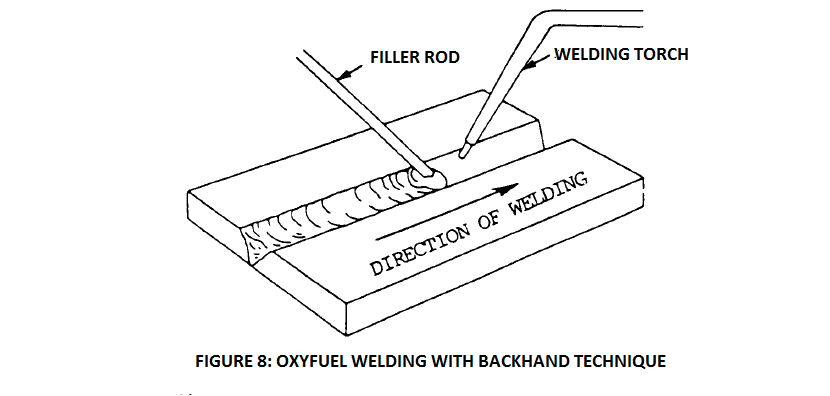
Backhand welding is used with a slightly reducing type of flame. Such a flame is characterized by a slight acetylene feather.
Increased welding speed enables fast production of pipe joints of thickness ¼ ‘’ to 5/16 ‘’ (6.4 mm to 7.9 mm). This method is also used for surfacing welds.
Forehand Welding In Oxyfuel Welds
In this method, the torch is preceded by the welding rod. The torch is held at a 45° angle from the vertical towards the deposited weld metal, while the filler rod is deposited from the opposite end, as shown in the figure.
The flame is pointed towards the oncoming path of the weld.
This position has its own advantages over the backhand welding method. It permits uniform heating of the edges of the plate just ahead of the puddle, since the flame is pointed ahead of the puddle. The torch and filler rod are moved in opposite semi-circular motions, so that the puddle is distributed evenly, and heat is spread around uniformly too.
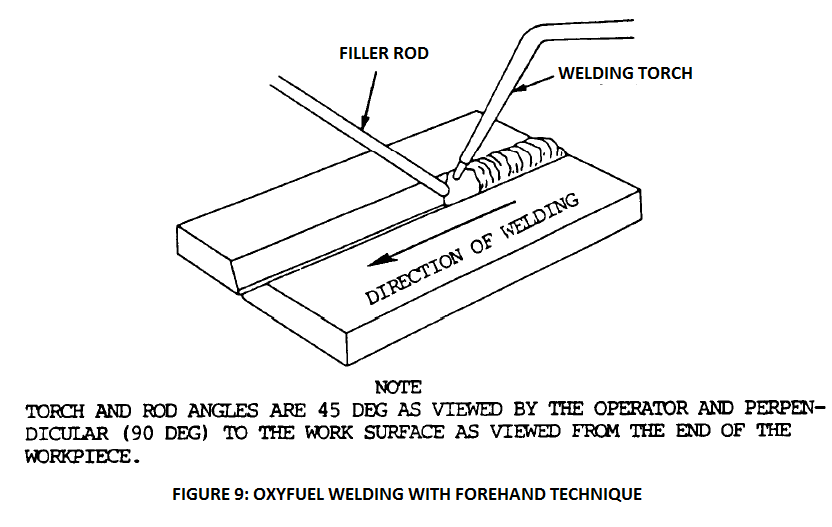
In general, the forehand oxyfuel welding method is recommended for welding material up to 1/8 in. (3.2 mm) thick, because it provides better control of the small weld puddle, resulting in a smoother weld at both top and bottom.
The puddle of molten metal is small and easily controlled. A great deal of pipe welding is done using the forehand technique, even in 3/8 in. (9.5 mm) wall thicknesses. In contrast, some difficulties in welding heavier plates using the forehand method are:
The edges of the plate must be beveled to provide a wide V with a 90 degree included angle. This edge preparation is necessary to ensure satisfactory melting of the plate edges, good penetration, and fusion of the weld metal to the base metal.
Because of this wide V, a relatively large molten puddle is required. It is difficult to obtain a good joint when the puddle is too large.
So this was about oxyfuel welding positions. Please share your observations in the comments section below.