
In this article, we shall see an introduction on the various types of oxy acetylene welding flames, how to identify them by their appearance, lighting the acetylene torch to obtain a flame, and temperatures observed in the various portions of the flame.
Later on, each kind of flame has been discussed in some detail, including what adjustments must be done to obtain a particular type of flame.
At the end, a short commentary has been given about the types of flames seen when using the MAPP gas instead of acetylene.
Introduction
The oxygen and the fuel gas are mixed in the mixing chamber of the oxyfuel gas welding torch. The mixture then come out through the tip of the torch, and can be applied by the welder at the desired location.
The tip of the torch comes in various sizes depending on the volume of gases to be delivered. It may be as small as a small diameter needle flame, or may be a flare of 3/16 inch(4.8 mm) diameter and 2 inch (51 mm) length.
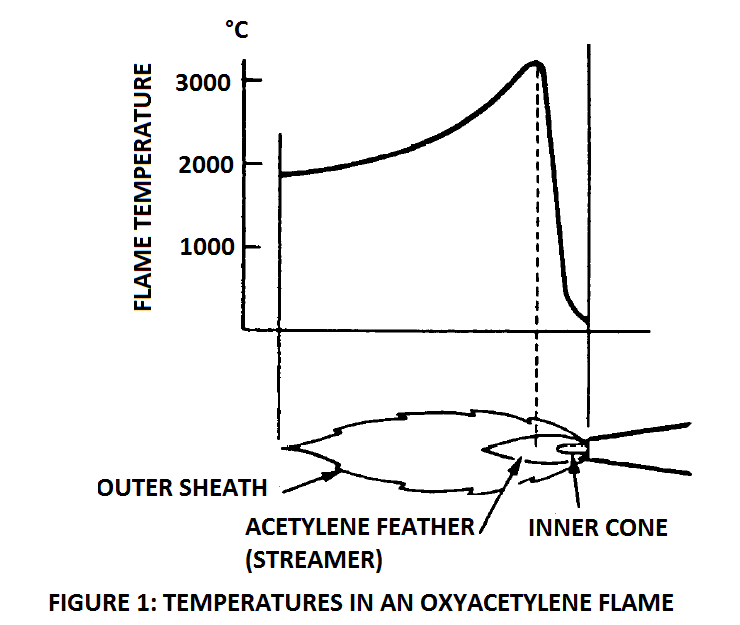
The flame visible to us at the tip has different zones. The inner cone has a vivid blue flare. This cone is sometimes also called the working flare. For an effective heat transfer, this working flare should be positioned close to the work-piece being welded.
The flame is sometimes noisy or sometimes smooth and quiet. This depends on the rate of flow of gases issuing from the tip. The harshness or the softness of the flame depends on the flow rate of gases. The flow rate should be approximately commensurate with the tip size.
Too high a flow rate will cause a noisy and turbulent flame that is hard to handle. This harsh flame blows the molten metal from the puddle, and makes welding difficult. Too low a flow rate cause an ineffective flame sensitive to backfiring.
The temperature of the flame, and thus the effect that the flame has on molten metal can be varied by varying the proportion of oxygen and fuel gas issuing from the tip. Most of the oxyfuel welding is done with a neutral flame, which means that both gases are flowing in a 1:1 ratio.
If proportion of oxygen is increases, it results in an oxidizing flame. If proportion of fuel gas is increases, a reducing flame results. All flame types have suitability under certain conditions.
How To Identify The Flame?
It is easy to identify a flame by looking at it. Once the torch is lighted with a lighter or a pilot flame, there can be seen various zones in the flame.
A reducing flame can be identified by presence of a ‘feather’ extension of the inner cone. See figure 1 below. As the proportion of acetylene is increases or that of oxygen is decreases, the length of feather gets increased.
When the feather is big, it indicates that the mixture of gases has a high percentage of acetylene. The extent of excess acetylene can be gauged by the length of the feather with that of the inner cone. Both lengths should be measured from the tip of the torch. A 2X feather indicates that the proportion of acetylene is approximately twice to that of oxygen.
Such a flame is carburizing in nature. That is, it introduces carbon in the weld metal – which is not desirable.
As acetylene is decreased (or oxygen is increased), the feather gets diminished. The flame is called neutral when the feather just disappears completely.
From this point, if the proportion of oxygen is increased (or that of acetylene is decreased), the resulting flame is an oxidizing flame. The oxidizing flame adjustment may be specified as the amount by which the length of the inner cone is to be reduced.
Say, it is specified that the length is two be reduced by 1/10th. The welder increases the oxygen flow till the length of the inner cone decreases by approximately 10%.
The acetylene torch settings that would produce different types of oxy acetylene welding flames are discussed under the description of different flames, below.
Lighting Up The Torch
The welding torch may be lighted up using a pilot flame or a friction lighter. When adjusting the pressures on the gas regulators (mounted on the gas cylinders) and the valves on the welding torch, appropriate instructions of the item manufacturer should be observed. A correct sequence should be followed in starting the operations.
For lighting up the torch, it should be held such that the flame points away from the welder, gas hoses, and the cylinders. Turn the acetylene valve on the torch by approximately 1/4th, and bring up a flame by striking a lighter at the tip. This lights-up the torch.
No oxygen is flowing yet. This flame is sustained by the atmospheric oxygen. The fuel does not get burnt completely. As a result, we see a sooty flame. The temperature in this flame is quite less, and not good enough for any welding.
For any welding work, the oxygen has to be actively supplied through the torch. The oxygen supplied through the torch ensures a more complete combustion, which results in greater temperatures.
The acetylene valve on the torch should be opened slowly, till the flame burns cleanly. This pure acetylene flame is yellowish, bushy, long, and not fit for welding. So, now the oxygen valve on the torch should be opened slowly. Now, as combustion occurs with a greater degree of completion, we see a bluish flame. We also see a bright inner cone enveloped by an outer sheath.
The high temperatures required for welding are found in this bluish inner cone.
Oxy Acetylene Flame Temperature
The temperature of the oxyacetylene flame depends on the type of flame. Also, same temperature is not found in the entire length of the flame. The temperature is highest at just beyond the inner cone – where complete combustion occurs, and it gradually decreases to its’ lowest at the outer flanks.
When acetylene burns at the inner cone in presence of oxygen, carbon monoxide and hydrogen are produced as a product. These gases are reducing in nature(that is, they have an affinity to combine with oxygen and remove it), so no oxidation of metal can occur in this zone.
This burning is the primary reaction in the flame, and may be represented by the following equation:
C2H2 + O2 = 2CO + H2 + Heat
As the CO and H2 gases cool from the high temperature inner cone, they combine with the atmospheric oxygen to form carbon monoxide and water vapour respectively. This completes the combustion. This is the secondary reaction, and may be represented by the following equation:
2CO + H2 + 1.5O2 = 2CO2 + H2O + Heat
It may be noted that the temperature of oxy acetylene flame is different from other oxy-fuel flames, depending on the fuel gas used. This depends on the property of the gas (see the table near the end of this article for a comparison of heating values of various gases), and on the type of flame employed.
Types Of Oxy Acetylene Welding Flames – An Overview
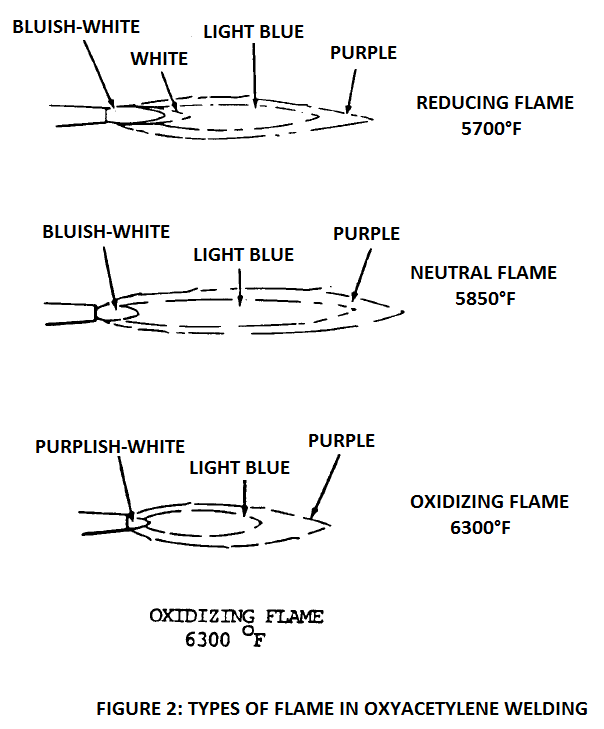
There are three basic flame types: neutral (or balanced), carburizing (or excess acetylene), and oxidizing (excess oxygen). These flames are shown in the figure 2 below.
We will see about these in brief, before a discussion in detail.
First, let us see in brief – what is a neutral flame?
The neutral flame is produced when oxygen and acetylene are used in a 1:1 ratio. Some oxygen is taken from the atmosphere to complete the combustion. This is the most extensively used flame for welding. It is characterized by a clear, well-defined, luminous cone at the inner zone of the flame.
The carburizing flame is characterized by the presence of a feather hanging from the inner cone. This feather is termed as acetylene feather. The length of this acetylene feather or streamer with respect to the inner cone indicates the amount of excess acetylene.
This type of flame has excess of acetylene fed into the flame (in other words – oxygen deficient). This type of flame may add carbon to the weld, hence the name ‘carburizing’. Adding carbon to the weld metal is not a desirable thing.
The oxidizing flame has excess oxygen. It is characterized by a shorter envelope. The inner cone is small and pointed. The reduction in length of cone indicates the amount of excess oxygen. This type of flame is also not used much for welding, as it tends to oxidize the metal. It is however, used for welding some specific metals.
Besides the oxy-fuel welding, these are the three flames that make up the oxy-fuel cutting process as well.
Neutral flame In Oxy Acetylene Welding
Now, let us see what is neutral flame, in some detail.
A neutral flame can be distinguished by the presence of two distinct zones: one, the bluish-white, luminous inner cone; two, the light blue flame that envelopes the inner cone. This envelope is also called sheath.
In a neutral flame, acetylene and oxygen are present in a 1:1 ratio by volume.
In order to obtain a neutral flame, begin with a excess acetylene flame, which is easily recognizable by the presence of the acetylene feather. Then slowly increase the oxygen flow (or decrease the acetylene flow), such that the feather shortens and then disappears completely. When the feather disappears fully, the flame has become neutral.
For a perfectly neutral flame, there should be no whitish streamers at the end of the inner cone. Sometimes, these streamers are left to ensure that the flame has not turned into an oxidizing flame. However, it is not advisable to leave streamers longer than 1/16 inch to 1/8 inch (1.6 mm to 3.2 mm).
In the neutral flame in oxy acetylene welding, the temperature at the tip of the inner cone is 5850°F (3232°C). The temperature at the end of outer sheath is substantially lower at 2300°C (1260°C). A skilled welder uses this temperature to his advantage during welding.
Uses Of Neutral Flame
Neutral flame is the most widely used flame in acetylene welding as well as cutting work. The operation is smooth, noiseless and it is possible to control molten puddle easily. The molten metal flows easily, without any turbulence.
Reducing Or Carburizing Flame In Oxy Acetylene Welding
Now let us see what is a carburizing flame, and how to obtain it.
When the proportion of acetylene is high in comparison to the oxygen, the resulting flame is called a reducing flame. Excess acetylene may also cause introduction of carbon in the weld metal, hence this flame is also called carburizing flame.
This is the carburizing flame definition.
In order to obtain this flame, first bring the flame to neutral. Then slowly open the acetylene valve on the torch until the acetylene feather (also called streamer) is visible at the ends of inner cone. The length of this feather is indicative of the extra acetylene. For welding work, the length of this feather should not exceed half the length of the inner cone.
It is easy to identify a reducing flame. It has three zones: a bluish white inner cone, a white intermediate feather, and a light blue envelope of outer flare. The temperature at the tip of the inner cone is about 5700°F(3149°C). This flame burns with a scratchy rushing sound.
It is not advisable to use a strongly reducing flame for welding work. It not only introduces carbon in the weld metal, but also causes boiling action in the molten metal. This is because the carbon absorbed by the metal from flame gives off heat. It is not easy to control and manipulate such puddle. A weld metal containing excess carbon is brittle, and susceptible to cracking.
As mentioned above, quite rarely, this flame is also referred to as a carbonizing flame.
Uses Of Carburizing Flame
A slightly reducing flame is sometimes used for backhand welding of some metals. This flame is useful for welding of high carbon steel, and non-ferrous metal alloys such as nickel, monel, etc.
It is also used in silver solder and soft solder operations. Only the feather or streamer and the outer envelope are used for these operations.
Oxidizing flame In Oxy Acetylene Welding
The oxidizing flame is the result when the proportion of oxygen is high in comparison to the acetylene. In order to obtain this type of flame, first bring the flame to neutral. Then slowly open the oxygen valve on the torch till the inner cone is shortened by the desired amount. Generally, it is shortened by a tenth of it’s neutral length.
The inner cone is short and pointed, and of slightly purple color. A hissing sound is a characteristic feature of an oxidizing flame. The temperature at the tip of inner cone is the highest among the three flames, at 6300°F(3482°C).
When an oxidizing flame is used for welding of steel, it gives off sparks and causes the metal to foam. This indicates that oxidation of the metal is taking place. Due to this, the oxidizing flame is not a suitable choice for welding work.
Uses Of Oxidizing Flame
As mentioned above, oxidizing flame is not suitable for welding work since it causes oxidation of the metal. The resulting weld metal would have porosity, and would be brittle.
A slightly oxidizing flame however is used for brazing of steel and cast iron. It is also used for welding of brass or bronze. The commonly used oxygen to acetylene ratio varies between 1.1-1.2:1 for brazing of steel. The right ratio should be arrived by observing the behavior of the flame on the weld metal.
MAPP Gas Flames
Different fuel gases have different calorific values; and different heat transfer properties in the primary flame and the secondary flame. MAPP gas has almost the same heat release property in the primary flame as the acetylene gas, but a much higher heat release property in the secondary flame. The following table lists the heat release properties of the commonly used fuel gases in the oxy-fuel welding.
| Fuel gas | Flame temperature (°F) | Primary flame heat (BTU/cubic feet) | Secondary flame heat (BTU/cubic feet) | Total heat (BTU/cubic feet) |
| MAPP gas | 5301 | 517 | 1889 | 2406 |
| Acetylene | 5589 | 507 | 963 | 1470 |
| Propane | 4579 | 255 | 2243 | 2498 |
| Natural gas | 4600 | 11 | 989 | 1000 |
| Propylene | 5193 | 433 | 1938 | 2371 |
Another advantage of MAPP gas is that the coupling distance between the flame and work is not as important as it is with other gases.
Note the MAPP gas vs oxy acetylene flame heat values in the table above. It can be seen that the average MAPP gas flame temperature is slightly less than oxy-acetylene flame, but it has a greater heating value. If we use propane gas, the flame temperature obtained with oxy-propane is lesser than both MAPP gas and acetylene gas, however its heating value is greater than both.
Higher heating value indicates more densely packed hydrocarbons in the gas. Therefore the stoichiometric requirement of oxygen for combustion of these gases is higher too.
The oxygen to acetylene ratio is 1.1-1.2:1, for neutral flames. This oxy acetylene ratio compares favorably with the ratio of oxygen to propane, which is around 4.3:1. For propylene gas, this oxygen/fuel ratio is around 3.7:1. For mapp gas – we shall see the ratio in the following paragraph.
A comparison of flame temperature, heating values and oxygen/fuel ration for various gases can be found here.
Adjusting A MAPP Gas Flame
Similar to welding with acetylene, there are three types of flames when welding with MAPP gas too: oxidizing, reducing, and neutral flame. The following figure illustrates the three flame types. Adjusting the flame correctly is important to the quality of the weld metal.
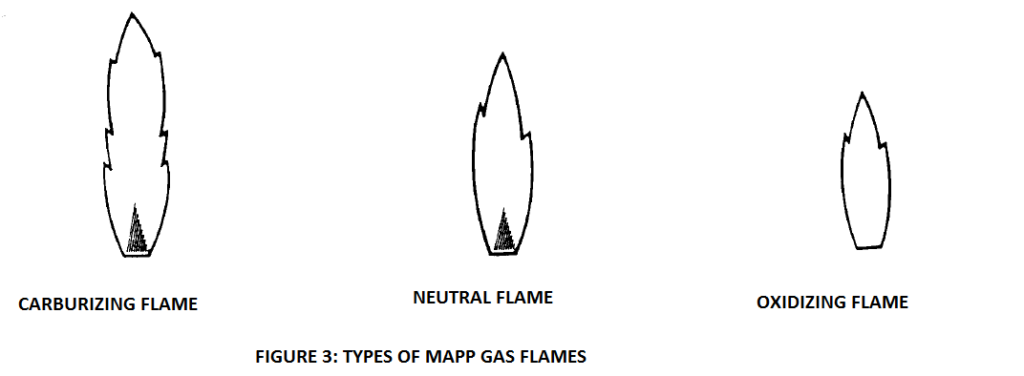
The carburizing flame of MAPP gas appears similar to the one of acetylene. A yellow feather can be seen at the end of the inner cone. This flame is obtained when the oxygen to fuel gas ratio is 2.2:1 or lesser. A slightly carburizing flame is used for welding or brazing of metals that get oxidized easily. One example is aluminum.
In the neutral flame, the fuel gas feather disappears. The oxygen to fuel gas ratio for a neutral flame is about 2.3 – 2.5:1. The inner cone bears a distinct deep blue color. The inner cone of a MAPP gas flame is almost 1.5 to 2 times the length of the inner cone of an acetylene flame.
Neutral flame is the most commonly used setting.
As oxygen is turned up further, the blue color lightens up a bit. A burning hissing sound emanates from the flame. This is an oxidizing flame.
Oxidizing flame is generally not used for welding work, except for brazing of copper and its’ alloys.
So, this was all about the different types of oxy acetylene welding flames. If you have something to add to this, please do feel free to mention in the comments section below.