
This article discusses the various components used in the MIG welding equipment.
GMAW Equipment
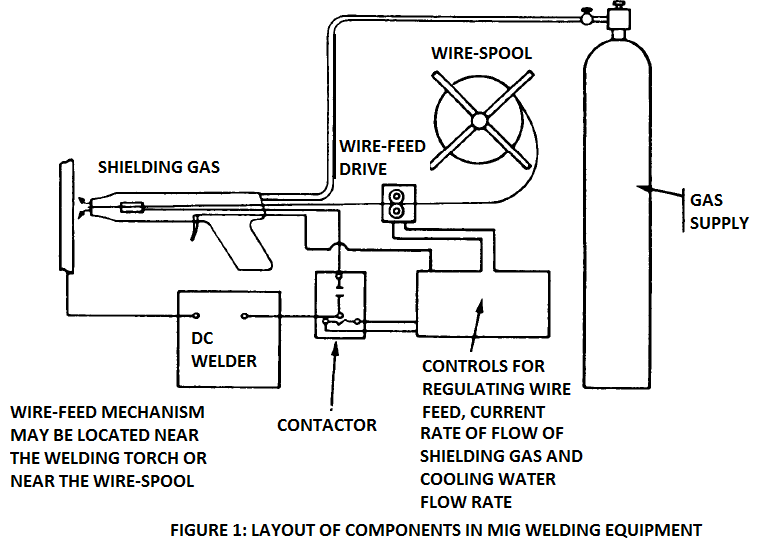
The equipment used for gas metal arc welding consists of a power source, a welding gun, a shielding gas supply, a wire-feed mechanism that draws filler wire from the spool and feeds it to the welding-gun, cables to conduct current, and a cooling water supply to cool the welding gun. The welding gun consists of a copper contact tube that introduces current to the filler wire.
Please note that the terms welding gun and welding torch denote the same thing, and have been used interchangeably in this article.
The basic layout of components in a MIG welding circuit is shown in figure 1 below. While the system is simple in construction and easy to understand, it comes fitted with precise controls to synchronize the supply shielding gas, wire feed mechanism, cooling water, and electric supply. All four supplies must be synchronized precisely for welding to happen at the arcing point.
MIG welding equipment comes in three varieties: semi-automatic type, automatic welding type, and machine welding type. The semi-automatic welding is the most common variety seen in the industry. In this, the welding gun is operated by hand. Hence, sometimes it is also called manual welding.
Power Source
The power source supplies the electrical power required to strike an arc. The heat produced in the arc melts the filler wire, and thus the molten metal gets deposited. The power sources used in MIG welding are of two kinds: constant voltage type, and constant current type.
Constant Current Power Source
In this type of power source, the current value is set manually to a desired value on the ‘welding control’ panel of the power source. The current remains constant during the welding.
These power sources have a drooping C-V output characteristics. These power sources are used when a fast wire-feed rate is not required, such as when wire of high diameter are used.
Constant-Voltage Power Source
In this type of power source, the desired voltage is set in the controls given on the machine. The power source supplies the required current to melt the wire and maintain the set voltage. If the wire-feed rate is set to a high value, the power source supplies a correspondingly high current to melt the wire being fed while maintaining the set voltage.
This type of power source is preferred over the constant current type. When it is used with a wire-feed system that feeds wire at a constant speed, the resulting arc is self correcting in nature.
Power sources of dc rectifier type or motor generator type are generally used. When a pulsed DC power supply is used, the power source supplies a high peak value for a certain interval in every cycle. The average heat input is lower than steady DC power supply.
Hence pulsed current is used to weld lower base metal thicknesses than those possible with steady direct current spray transfer mode.
Welding Gun
Welding gun for gas metal arc welding comes in three varieties: semi-automatic, automatic, and machine welding. The semi-automatic type is operated held in hand, and can be manipulated at the will of welder.
The gun comprises of a copper-made contact gun. The filler rod that is continuously fed by the wire-feed mechanism comes in intimate contact with the contact tube. Through this intimate contact, the electrical power is transferred to the filler wire. The insides of this tube must rub constantly with the wire. So it gets worn out and must be replaced periodically.
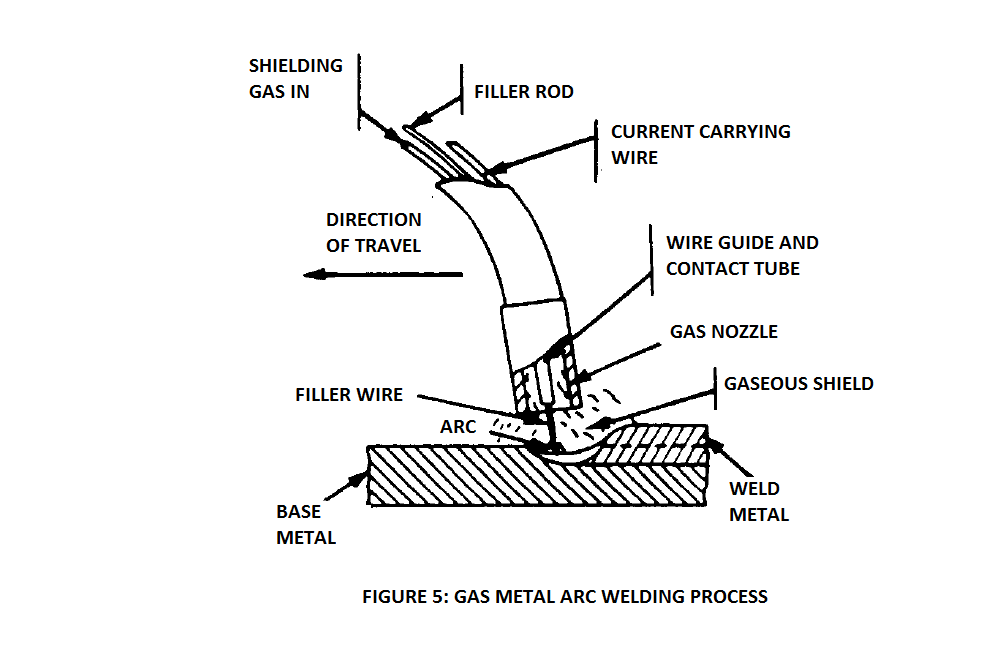
In the annular space between the filler wire and the gun, there is an arrangement for the supply of shielding gas. The shielding gas is directed on to the arc and molten pool by a nozzle. The nozzle focuses the gas onto the arc.
Due to the constant flow of electricity, and also due to the heat radiated by arc and the molten metal, the gun gets heated up. Therefore an arrangement is provided to cool it down. A circulating cooling water through the gun cools it down. The shielding gas flowing through the gun also contributes a little to the cooling of the gun.
An electrical switch (called trigger switch or trigger button) provided on the gun switches on/off simultaneously the supply of electrical power, shielding gas, and cooling-water.
Semiautomatic Gun
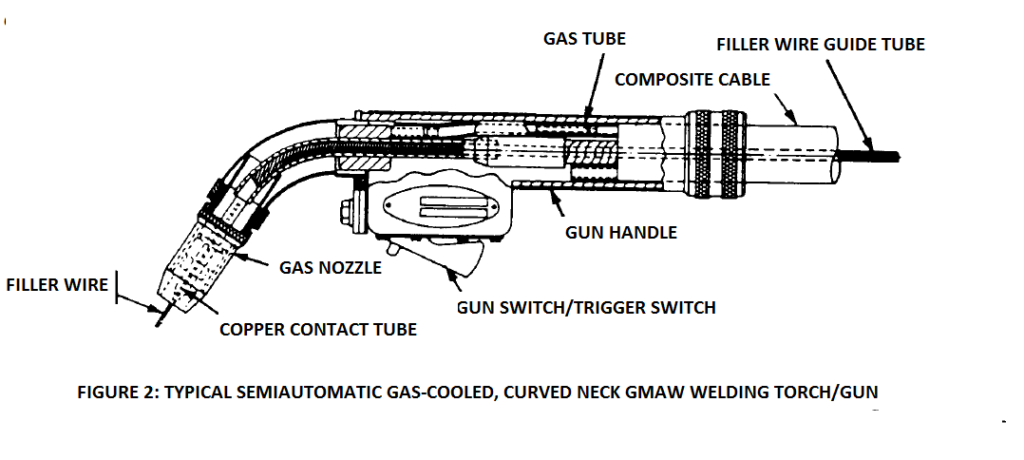
Welding guns for semi-automatic welding are similar to a pistol. Perhaps that is the origin of the term ‘gun’ in welding gun. It is also similar in appearance to the oxyacetylene torch. Both the MIG welding gun and oxyacetylene welding torch are hand-held devices that provide the necessary heat for welding, and shielding gas for protecting the molten metal from oxidation.
In the welding gun, the metallic body of the gun contains water passages that are necessary to effect cooling of the contact tube and the gas nozzle.
The gas nozzles come in various diameters to suit various flow rates of shielding gas. The body of the gun is so made which makes it suitable for reaching hard-to-access corners, and for easy manipulation of the gun. This gives more control of the arc in the hands of welder.
The nozzles are threaded from inside so that putting it on and dismantling it is easy. The orifice diameters of the nozzle come in the range 3/8 to 7/8 inches (10 mm to 22 mm).
The handle of the gun comes with a knurled surface that makes it easy to grip. An electrical gun switch provided near to the grip area allows the welder to switch on the simultaneous supply of electrical power, shielding gas, and cooling water. And switch it off when desired. Not all guns come equipped with the cooling water supply arrangement though. For small heat inputs, smaller guns are used, in which gas-cooling is enough.
A typical gas-cooled welding gun used for semi-automatic MIG welding is shown in the figure 2 below.
Air-Cooled Gun
When the heat input requirement for the job is low, air-cooled guns can be used as well. These guns can operate till up to 600 amperes, operating intermittently, and with CO2 as shielding gas. Although, if argon or helium is used as the shielding gas, the amperage is kept to below 200 amperes. The gun looks like a pistol, and is similar to a water-cooled gun in other functions.
The air-cooled guns come in a further two varieties:
1. In the first type, the wire is fed to the gun through a flexible conduit by a push-type system. The wire-feed mechanism is mounted remotely near the spool. The push-type feature means that the length of the flexible conduit cannot exceed a certain length, it is generally around 12 feet (3.7 m). This is a limitation of this system.
2. In the second type, the wire-feed mechanism is mounted on the welding gun itself. This is essentially a pull-type arrangement. It pulls the wire available in a spool installed near the machine. The wire comes in spools of 4 inch diameter and weight of 1 to 2 ½ lbs (0.45 kg to 1.1 kg). Due to its’ pull-type feature, this arrangement is not bound by the limitations of the length of flexible conduit. Greater length of conduit is possible.
Water-Cooled Gun
When high heat inputs are required, and welding is required to be done for longer periods of time, air-cooled guns are not adequate. It is then necessary to make use of water-cooled gun.
The water-cooled guns are similar to the air-cooled gun, except that water-cooling ducts are provided on the gun. The cooling water circulates through these ducts and cools down the contact tube and the gas nozzle. This keeps the temperature of the gun down, and allows the welder to operate the machine at high heat input and for longer durations of continuous welding.
These guns are useful when operating in the amperage levels of 200 amperes to 750 amperes. The only disadvantage of these guns is that the water inlet and outlet (in addition to the water itself) lines add to the weight of the gun, thus reducing its’ manoeverability.
The choice of the type of welding gun (water cooled or air cooled) depends on the amperages being used, base metals being welded, and the shielding gas being used. Curiously, air-cooled gun is heavier than a water-cooled gun of same current rating. But air-cooled gun is easier to handle and maneuver in confined areas, and in out of position welds.
Other MIG Welding Equipment
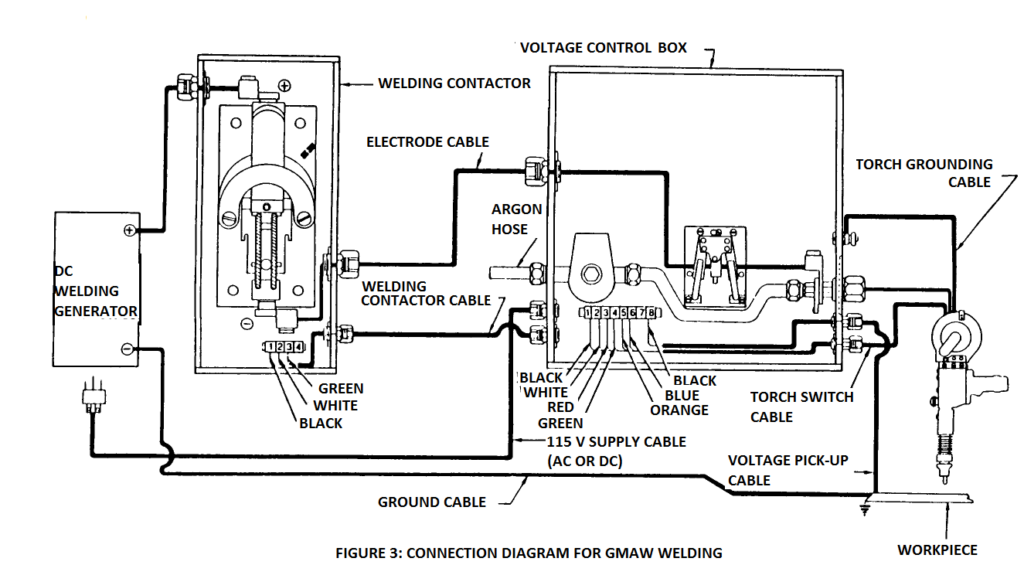
Besides the welding gun and the power source, a MIG welding unit consists of many other important parts. Parts such as argon gas hose, welding contactor assembly, electrode cable, voltage pick-up cable, torch switch and grounding cables, various small parts inside the welding torch, and so on. This section of the article briefly touches upon these parts.
See the figure 3 below for a basic layout of various parts in a MIG welding unit. The image shown here is for a constant current type welding power source.
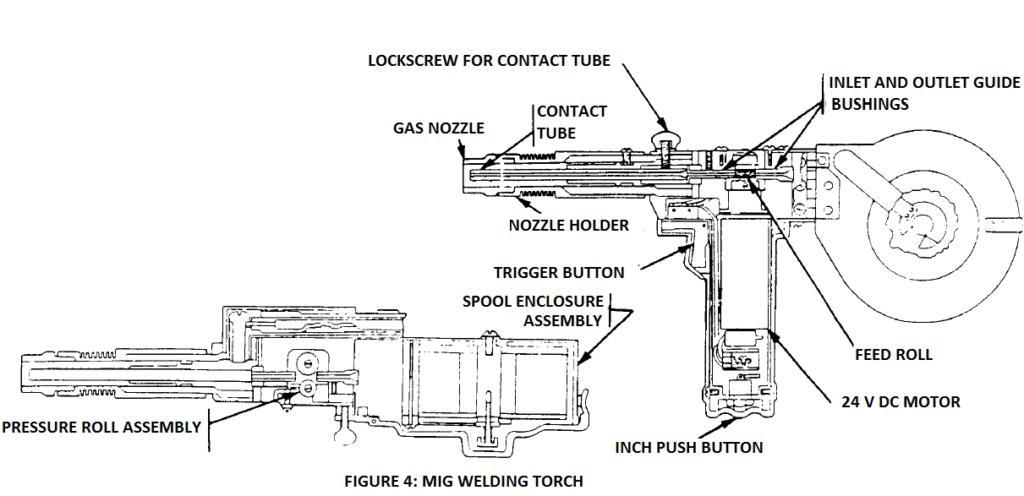
Welding Torch
The most visible part of a MIG welding unit is the welding torch. See the figure below for the various smaller parts that make up the torch. This torch is a spool-on-gun type of torch.
The wire generally comes in the form of a 4’’ (102 mm) diameter spool weighing 1 lb (0.5 kg), mounted at the rear of the torch. The torch has arrangements to pull the wire from the spool using a motor, and a gear reduction unit to align the angular rotation of spool and the linear speed wire feed.
The MIG welding wires generally come in three sizes 3/32’’ (2.4 mm), 3/64’’ (1.2 mm), and 1/16’’ (1.6 mm) diameter. The wires come in a wide range of grades, to cater to a wide variety of base metal grades used in the industry.
MIG Welding Torch Nomenclature
Following are a few commonly used terms in MIG welding torch:
Contact Tube
The contact tube placed inside the welding torch performs the function of introducing the electrical power inside the filler wire. This electrical power is responsible for the production of arc at the wire tip. The transfer of molten metal occurs through this arc.
The contact tube is made of copper because copper has high electrical conductivity. The tube is a shell with a hole of diameter slightly exceeding that of the filler wire passing through it. The diameter of the hole in contact tube is larger than that of filler wire by 0.01’’ to 0.02’’ (0.25 mm to 0.51 mm).
When the filler wire is changed from one diameter to another, the contact tube and the inlet and outlet bushings must be changed. The contact tube remains securely attached to the torch through an insulated lock screw.
Torch Nozzle And Holder
The nozzle directs the shielding gas on to the arc. It is fastened to the torch using threaded mechanism. The nozzle is made of copper, while the holder that secures the nozzle to torch is made of stainless steel.
The holder is attached to the torch through an insulating material. This is required to prevent an arc from getting struck between the nozzle and the work-piece in case of inadvertent contact.
Inlet And Outlet Guide Bushings
See the figure of torch above. The inlet and outlet bushing provide an entrance and exit to the filler wire with respect to the contact tube. These are made of nylon, so that too much wear and tear does not occur. The bushings must be changed whenever the filler wire diameter is changed.
The bushings are made of nylon for long wear. The ID of the bushings depends upon the filler wire diameter. Therefore, the bushings must be changed to suit the wire electrode size when the filler wire is changed.
Pressure Roll Assembly
This is a roller that applies pressure upon the wire feed, so that it gets pushed through the flexible conduit. The pressure can be increased or decreased using a thumbscrew.
Motor
When the inch push button is pressed, the 24 V DC motor gets activated. This causes the wire to start rolling from the spool, through the torch, and out to the arcing area. When the wire has come out through the nozzle tip in sufficient length, the inch button is pressed again. This stops the further outflow of wire. The desired length at the tip is trimmed, and the torch is ready to begin welding.
When the trigger button is pressed, the actual welding commences, and the arc is struck. Hereafter, the motor remains automatically activated such that the wire feed, shielding gas, and electrical power – all three are synchronously supplied to the welding torch for the welding to happen. The power for the motor responsible for wire feed is supplied by the main power source itself.
Spool Enclosure Assembly
The wire spool is enclosed by a plastic material, with a small window at one end to allow the welder to check the remaining wire on the spool. The enclosure is necessary so that any spatter must not fall on the wire and jam the unrolling of spool.
A continuous supply of wire is necessary, else the problem of ‘burn-back’ occurs. As long as the wire-feed, electrical power, and shielding gas supplies remain synchronized – the arc is struck at the wire tip, and molten metal gets deposited.
If however, the wire-feed stops working due to jam in the spool or due to some other reason, and the trigger is pressed – only shielding gas and electrical power are supplied to the torch. There is no wire available for arcing. This causes an arc to be struck between the copper made contact tube and the work-piece. This causes the contact tube to melt.
This is of course, not desirable. The welder comes to know that there is something wrong, and he releases the trigger button, preventing the burn-back from occurring.
Welding Contactor
See the figure 3 above for understanding the placement of welding contactor in a MIG welding circuit. The positive terminal of the power source is connected to the contactor, while the negative terminal from the power source is directly fed to the work-piece.
Two cables issue from the welding contactor: an electrode cable that supplies power to the wire at the arc. Second is the welding contactor cable that connects to the voltage control box.
Argon Gas Hose
It carries argon from the argon cylinder to the voltage control box. One end is connected to the gas regulator on the argon cylinder, the other end feeds argon to the voltage control box.
Electrode Cable
The electrode cable starts from the welding contactor, and enters the voltage control box. Thereafter, it passes through current relay box, and merges with the shielding gas line. A common conduit containing both the current and shielding gas then goes out from the voltage control box, and supplies current and gas to the welding torch.
Voltage Pickup Cable
Voltage pick-up cable is attached on one end to the voltage control box and to the work-piece at other.
Torch Switch Cable And Torch Grounding Cable
The torch switch cable is connected to the voltage control box at one end, and to the welding torch at the other end. It supplies current to the motor inside the torch. The motor inside the gun drives the wire-feed arrangement.
The torch grounding cable is connected to the casing of voltage control box at one end and welding torch at the other end.
Operating MIG Welding Equipment: Starting To Weld
The mainline button should be on, first. The welder presses the inch push button. This causes the filler wire to roll out. When enough wire is out, the inch button is un-pressed and wire outflow stops. The welder trims the wire to the required length from nozzle tip.
If the welding is taking place in the open air, sufficient arrangement should be made to not allow the ambient breeze to disturb the arc, and the shielding cover around it. Shielding screens can be installed so that the breeze does not disturb the weld.
The shielding gas flow rate should be set to the desired value at the gas regulator. The current should be set to the specified value. The welding can be now begun.
To strike the arc, the trigger button is pressed. The arc gets struck, and a simultaneously supply of shielding gas, electrical power, and filler wire-feed is fed to the torch.
Pressing the trigger completes the electrical circuit between contactor, power source and the welding torch.
Before the arc is struck, the welding helmet should be lowered. The arc is struck by lightly touching the tip of wire to the work-piece. The gun is held at an angle of almost 90° to the work-piece. The welding continues as long as the arc is struck and the trigger is pressed.
When it is desired to stop the welding, the trigger should be released first, without withdrawing the torch from the arc.
Setting The Wire Electrode Feed
The voltage control box comes fitted with a dial at its front, labelled ‘Welding Control’. Turning it clockwise decreases the wire feed speed, while turning it anti-clockwise increases the wire feed speed.
When the wire tip touches the surface of the work-piece, a voltage of 50 V to 100 V DC is generated. This voltage is shunted back to the voltage control box by the voltage pick-up cable. Inside the voltage control box, the voltage is corrected to the right voltage and fed to the torch motor.
Fuses
The voltage control box also comes fitted with two 10-ampere fuses. These fuses protect the electrical circuit inside the voltage control box. Another fuse of 1-ampere protects the motor located inside the torch.
Installing The Wire Electrode
Unpack the wire spool from the plastic packing. Open the spool enclosure. Unroll 6 inches (150 mm) of wire length from the wire spool, and straighten it. Feed the straightened end of this wire through the inlet and outlet bushings of the copper contact tube. Then mount the spool on the shaft available inside the spool enclosure.
Shut the pressure roller and secure it. Bring out some length of the wire from the nozzle by pressing the inch push button. Bring out half an inch (13 mm) of wire from the gas nozzle tip.
Setting The Argon Gas Pressure
Switch the argon switch at the front of voltage control panel to ‘manual’ position. Turn on the gas valve on the cylinder such that the argon starts flowing.
Set the desired pressure on the pressure regulator mounted on top of the argon cylinder. Once the desired pressure is set, turn the argon switch to ‘automatic’. Here onwards, the gas flows at the set flow rate whenever the trigger button on the welding torch is pressed. The gas stops flowing whenever the trigger button is released.
Generator Polarity
MIG welding is operated on DCEP – direct current electrode positive polarity. In this polarity, the wire is connected to the positive terminal of the power source. And, the negative terminal of the power source is connected to the work-piece. This polarity is also called DCRP – direct current reverse polarity.
The equipment does not function well if it is set to DCEN – direct current electrode negative polarity. Problems such as burn-back occur.
Reclaiming Burned-Back Contact Tubes
A new contact tube is 5 3/8 in. (137 mm) in length. Burn-backs reduce its efficiency in conducting electrical power from the torch to the filler wire. However, a contact tube damaged due to burn-back can be reclaimed by filing its top portion so that the portion left behind is damage free. A maximum of 3/8 in. can be filed off.
Preventive Maintenance
The torch should be periodically cleaned to remove the stray spatter lining the insides of the torch. The spatter tends to fall on the insides of welding gun, especially during overhead welding and vertical position welding. The spatter hinders the smooth flow of shielding gas.
All hose connections between the shielding gas cylinder and the welding gun should be inspected periodically to check for leakages. Small leakages have significant effect on the quality of the weld. The hose connections should be tightly fastened.
MIG Welding Machines: A Short Commentary
MIG welding machines are easy to use. Almost anyone can buy a MIG welding machine and be welding just minutes after plugging in the machine. Because of this, MIG welding machines have become very popular in recent years. MIG welding machines have come a long way since the 1980s, due to technological advancements and inventions designed to enhance the power and performance of MIG welding machines.
MIG welding machines come in many sizes and one size machine is not suitable for all welding applications. Smaller MIG Welding machines can weld up to specific size material.
Larger MIG welding machines can be adjusted when welding lighter gauge metals, but many of the larger units cannot be turned down enough to weld very thin metal tubing and auto body panels, the larger machines also will require at least a 220-volt source of electricity while some of the smaller MIG welding machines will run on the regular household current of 110-120 volts.
MIG Welding Machines: Advantages
The primary advantage of MIG Welding is its speed and simplicity. when MIG welding the deposition rate(amount of welding material deposited per unit of time) is about 4 – 10 times faster than a stick welding machine, and even faster when compared to TIG welding, which is mostly due to the fact that you don’t need to stop and change welding rods, as the filler material is continuously fed through the MIG Welding gun.
MIG Welding produces less spatter, which makes for quicker clean-up of the welded area.
MIG Welding Disadvantages (MIG : Maybe It’s Good)
Though subjective, typically MIG Welding beads are not as pretty as TIG or ARC welding beads.
MIG welding is in some cases notably less accurate than TIG and ARC welding. The most common reason for the lack of accuracy when MIG welding is that the MIG welding gun nozzle can obscure weld puddle.
Also due to the high speed of weld material deposit and ability to easily create weld beads that look acceptable, MIG welding beads sometimes do not provide the correct level of penetration to the base material.
All of these MIG welding disadvantages can however be overcome by maintaining your visibility of the weld puddle, by angling the MIG gun nozzle and adjusting your welding heat as high as you can without burning through, and adjusting your wire speed feed to be able to linger in the weld pool long enough to ensure proper penetration without the filler material piling up.
Often an oscillating or weave motion when MIG welding provides adequate time in the weld puddle as well as creating a more visually appealing weld bead. The drag or pull technique when MIG welding can increase penetration by as much as 10%.
So this was about MIG welding equipment. Please do leave your thoughts in the comments section below.