
Low carbon steel is the most common type of steel found in the industry. Welding low carbon steel does not pose any great difficulties to an experienced welder. It is considered an easy task, low carbon steel is the most weldable of all. However, there are a few basics that must always be borne in mind regarding welding low carbon steels.
This article offers a few basics relating to low carbon steels, followed by some hands on advice on the subject of low carbon steel welding.
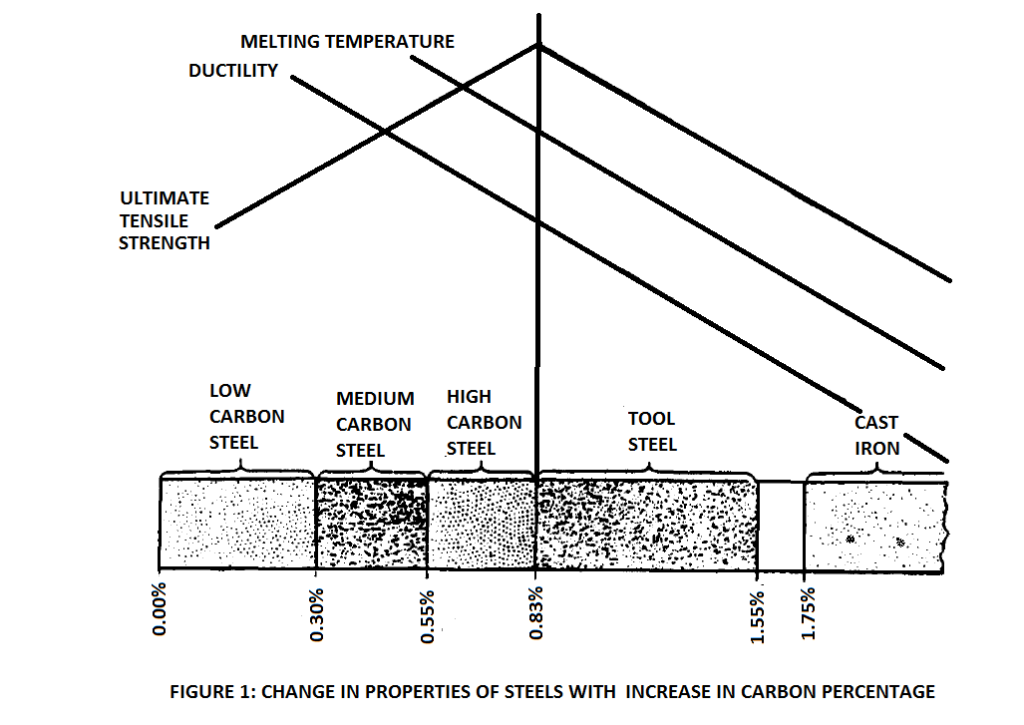
Carbon Content In Low Carbon Steel
Low carbon steels are those which contain a carbon content up to 0.30%. See the figure above. Low carbon steels are often called mild steels. Most mild steels in the industry have the following composition:
Carbon: 0.10 – 0.25%,
Manganese: 0.25 – 0.50%,
Phosphorous: 0.40% maximum,
Sulphur: 0.50% maximum
These mild steels are widely used in the fabrication and construction industry for their easy weldability. The mechanical properties of these steels are enough to meet the requirements of a large number of applications.
No preheating is required for these steels, generally speaking. If, however, the base metal to be welded exceeds 32 mm in thickness, a preheat of 200°F (95°C) is recommended.
No post heating is required either. The cold cracking susceptibility of these steels is low because the microstructure isn’t too hard, and it allows dissolved hydrogen to diffuse out harmlessly.
Low carbon steel is an easy metal to weld. A properly made weld gives a strength equaling or exceeding that of base metal.
Types Of Low Carbon Steel Base Metals
Low carbon steel is soft, and has high ductility. So, it can be easily rolled, punched, forged, sheared, cold-worked, or hot-worked. The machinability and weldability of these steels is quite good.
Low alloy steel items can be produced through casting, rolling, or forging. The method of manufacture can be gauged by a few features in the physical appearance of the metal.
For example, rolled steel has fine lines on the surface that run in a particular direction.
Cast steel has a rough, dull surface. The surface of course becomes shiny when it is machined.
Forged steel can be recognized by hammer marks on its surface. The spark test of LCS gives off bright and longish yellow orange streaks that turn into white, forked sparklers. The fracture surface of LCS is a dull crystalline gray color. The metal solidifies rapidly when cooled from molten condition.
Welding Of Low Carbon Steel
In comparison to medium and high carbon steel, low carbon steel is easier to weld. It can be welded with almost all known processes of welding such as arc, gas, resistance, friction, flash, etc.
One advantage with low carbon steel is that the fusion zone and HAZ of this steel does not become hardened after welding, like it does in high carbon steel and low alloy steels. This means that the microstructure is not brittle and therefore not susceptible to cold cracking.
When bare rods are used for welding of low carbon steel, rods are coated with copper. The copper coating is necessary to keep the rods from picking up rust during storage.
Shielded metal arc welding is the most commonly used process. Stick electrodes used in this process come in a large range of sizes. Appropriate size of electrode should be chosen based on plate thickness. For coded jobs, electrode size is dictated by the WPS.
Following table can be used as a guide to choose electrode diameter size based on base metal thickness:
| Base Metal Thickness | Electrode diameter |
| 1/16 to 1/8 in. (1.6 to 3.2 mm) | 1/16 in. (1.6 mm) |
| 1/8 to 3/8 in. (3.2 to 9.5 mm) | 1/8 in. (3.2 mm) |
| 3/8 to 1/2 in. (9.5 to 12.7 mm) | 3/16 in. (4.8 mm) |
| 1/2 in. (12.7 mm) and heavier | 1/4 in. (6.4 mm) |
Electrode sizes of more than 6.4 mm are also found in the market. Electrodes of diameter 5/16’’ to 3/8’’ (7.9 mm to 9.5 mm) are also found, most applications can be satisfactorily welded with electrode sizes mentioned in the above table.
Above dia 6.4mm, it becomes difficult to control the arc due to the involvement of very high input. The spatter is more, arc stability is less, the result is a poor looking bead.
Joint Preparation
The joint preparation can be done by milling. Size cutting can be done by flame cutting or saw-cutting. The edge preparation depends on the section thickness and position of the welding. High thickness plates compulsorily need to be bevelled, whereas smaller thicknesses up-to 3-4 mm can be welded without any edge preparation at all.
When out of position welding is done, the groove is made a little wider so that less weld would need to be deposited.
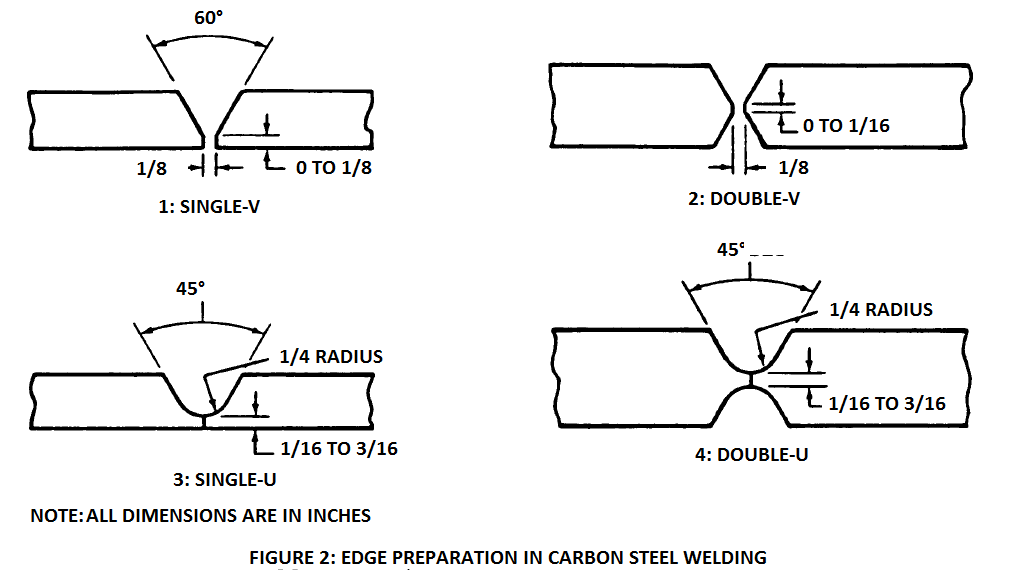
The edge preparation can be of different types such as U-groove, V-groove, J-groove, and so on. Further, depending upon the accessibility of the joint, it may be possible to welding from only one side or both sides. The grooves are then of the types double-U groove, double-V groove, double-J groove and so on.
Double sided joints assure complete penetration, and have highest strength.
Before the welding commences, the parts are tack welded along the seam to hold the assembly in place. Following are a few commonly used edge preparations used.
Welding With Oxy-Fuel Welding
If you are using oxy-fuel welding, neutral flame is the best choice of flame type. The welding technique can be of forehand welding type, or backhand welding type, depending on the thickness of the base metal.
The flame should not be directed at molten metal at one place for too long. This causes the molten metal to boil, and give off excessive sparks. The resultant bead is large, has low strength, and has poor appearance.
Metal-Arc Welding
When arc welding processes such as GTAW, SMAW or SAW are used weld LCS, the electrodes come with a thin coating of copper. This coating keeps the electrode from getting rusted during storage. These carbon content of these electrodes is generally 0.10 to 0.14 percent.
Low carbon sheet or plate materials that have been exposed to low temperatures should be preheated slightly to room temperature before welding.
When heavy sections are being welded, allowance should be made for shrinkage. The bulk weld metal shrinks while cooling down. As a result, it pulls the base plates inwards during cooling. So a spacing must be given to allow for the shrinkage.
Due to the large volume of weld metal, the problem of distortion and warpage also must be accounted for. To counter distortion, back step welding, or skip welding technique can be used. Use of restraints, sequential welding, welding from both sides alternately, etc. are other ways to prevent warpage or distortion.
When sheet metal [up to 1/8’’ (3.2 mm)] is being welded, the usual bevelling of the sheet is not necessary. The sheets can be simply butted together with some gap, and welding can be done. This type of edge preparation is called plain square butt joint.
Thorough cleaning of beads by wire brushing or chipping before depositing next pass is essential to obtain a quality weld.
Root Passes With A Lower Electrode Size
Generally, the root pass is made with a smaller diameter such as 1/8’’ (3.2 mm) or 5/32’’ (4.0 mm). This is done with an aim to obtain complete penetration and good root fusion. It is easier to control the molten puddle with a smaller size electrode than higher diameter electrodes. The reach of the smaller diameter to the bottom of the groove is better than a higher diameter.
Subsequent passes can be made with a filler metal of higher diameter, say 5/32’’ (4.0 mm) or 3/16’’ (4.8 mm).
The first bead should be thoroughly cleaned by chipping and wire brushing before additional layers of weld metal are deposited.
String Bead Or Weaving Bead?
When overhead welding is being done, using stringer beads throughout the weld gives the best results.
For flat, horizontal or vertical welding, welding can be done with a weaving motion.
Especially, when welding on high thickness joints that are double-welded (that is welded from both sides), weaving beads should be used alternately between the front side and the back side. Instead of alternating after every bead, change over to the other side can be done after a number of beads too.
This alternating bead sequence helps in controlling the distortion. Thorough cleaning should be done to remove the slag from the surface of the deposited bead, before depositing next bead.
In laying the weaving beads, the electrode must be carefully manipulated so that the bead obtained is of uniform thickness, while also obtaining complete fusion with sidewalls without undercuts.
Carbon-Arc Welding
Carbon-arc welding process is a less commonly used method for welding these steels. Plates up to ¾’’ (19 mm) in thickness can be welded with this process. The manner of preparation of plates is same as the metal arc welding. Shielding flux is spread on the joint, and filler metal is added in a manner similar to the oxy-fuel welding.
A gas shielding may be provided around the molten metal to prevent oxidation. The filler metal coating with flux can be used. The flux coating provides the shielding function.
Care must be taken not to overheat the molten metal. Else carbon from the carbon electrode can enter the puddle, which can render the weld metal hard and brittle. Moreover, overheating can also cause oxidation of metal by atmospheric gases.
So this was something on welding low carbon steel. Please feel free to leave your thoughts in the comments section below.