
Flux-cored arc welding is a variation of gas metal arc welding (GMAW). In fact, the only feature that makes it distinct from the GMAW is the flux-cored wire that is used as the filler as well as electrode. As the name suggests, the flux-cored wire is cored with flux. It is a tubular electrode, with a metal sheath surrounding a column of flux – throughout the length of the wire.
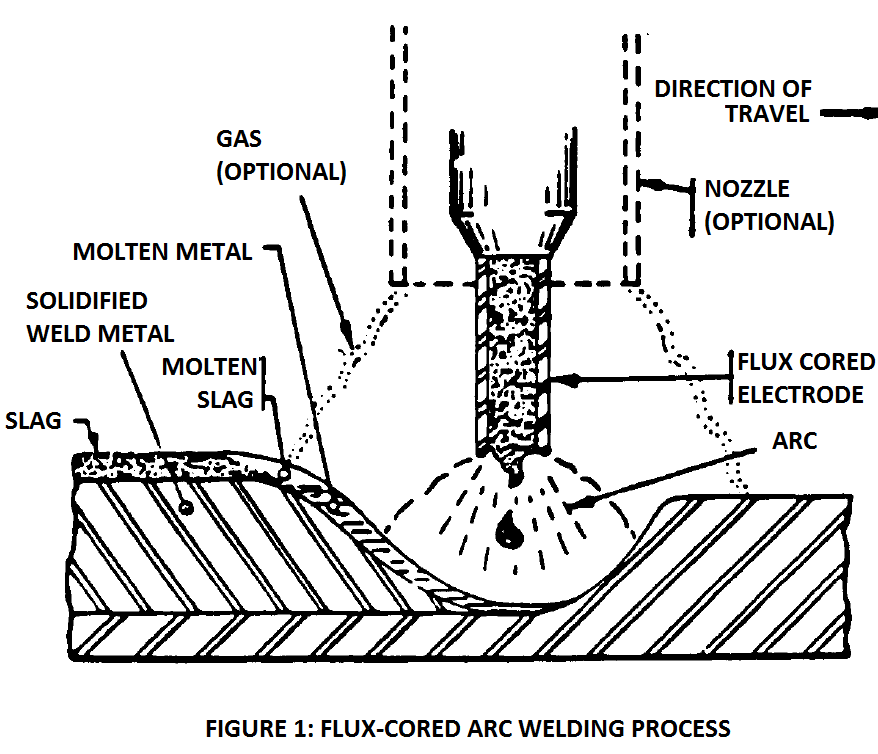
The presence of flux improves arc action, improves deposition efficiency, bead appearance, and mechanical properties of the weld. Also, at high currents, the arc is more smooth and stable in comparison to when high diameter filler wire is used in GMAW. However, since flux is involved, some smoke and spatter are generated, and a layer of slag is formed at the top of solidified weld metal, which has to be removed by the welder.
The flux provides shielding to the electric arc. Sometimes an externally supplied shielding gas is also used to supplement the flux shielding.
The diagram below illustrates the welding action with FCAW process.
The wire is continuously fed by a mechanized wire-feeding arrangement in FCAW. The overall equipment for FCAW is simple in construction and easy to understand. This article discusses a few components of FCAW equipment.
Equipment
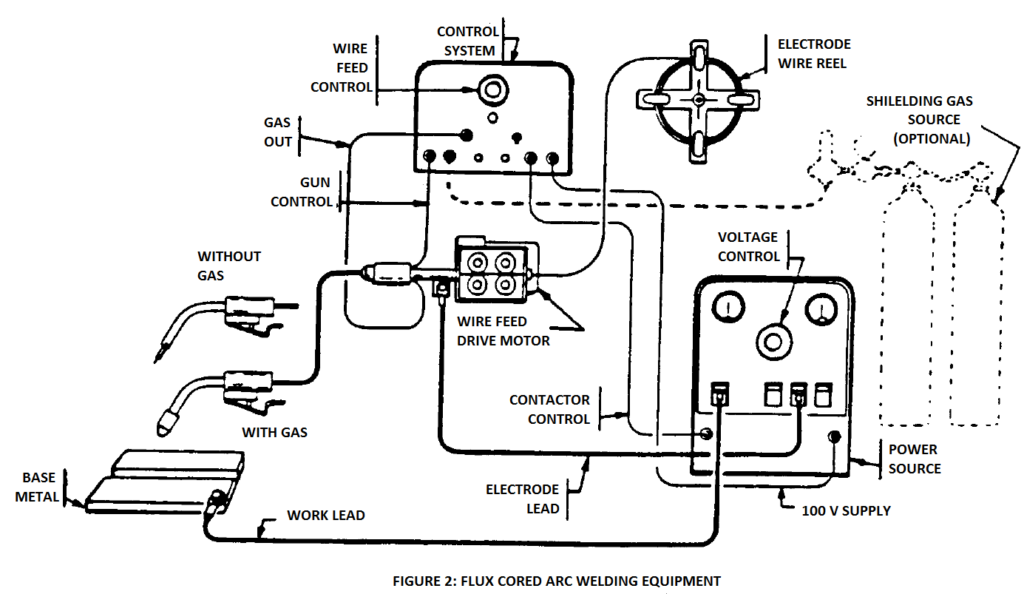
The basic layout of the equipment used in flux-cored arc welding is same as that in gas metal arc welding. The main components of the equipment are a power source, wire-feeding arrangement, welding gun, welding cables to carry current from the machine to the gun, and controls for fixing the welding parameters.
As mentioned above, sometimes a shielding gas is used to supplement the flux shielding. When this happens, arrangement for gas shielding also needs to be provided. Gas cylinders and additional welding cables to carry the gas are used in this case. The welding gun is also different when the shielding gas is used.
The basic equipment in FCAW is as described above. Many accessories are added in machine welding and automatic welding, such as seam followers, motion devices, etc.
The following figure illustrates the layout of the various components in flux-cored arc welding equipment. This figure is for a semi-automatic mode of welding.
Power Source
The power source supplies electrical power for welding. An ammeter and voltmeter on the machine display the current and voltage being supplied by the machine. The power source may operate on a single phase input or a three phase input, with the frequency of the supply being 50 hertz or 60 hertz. The duty cycle varies from brand to brand. Most machines come with a duty cycle of 60%. This means that the machine can weld continuously for every 6 minutes out of 10.
The ampere rating of FCAW power sources is generally higher than that of GMAW power sources. This is because fcaw is sometimes done with higher welding currents. Other than this, there isn’t much that separates the power source of a gmaw machine and fcaw machine.
Power sources of direct current constant voltage type are generally recommended for FCAW. Both transformer-rectifier and generator type of power sources are used.
The generator type is generally used for field use. The power is generated by an internal combustion engine driven by diesel or gasoline. These machines provide a more stable arc. But since many moving parts feature on the machine, the operation is noisier, is uneconomical, besides the polluting nature of the IC engine. Also, such power sources require more maintenance.
FCAW machines generally use direct current. Both DCEP (direct current electrode positive) and DCEN (direct current electrode negative) polarities are used. DCEP is more commonly used for gas-shielded FCAW process.

Wire Feed Arrangement
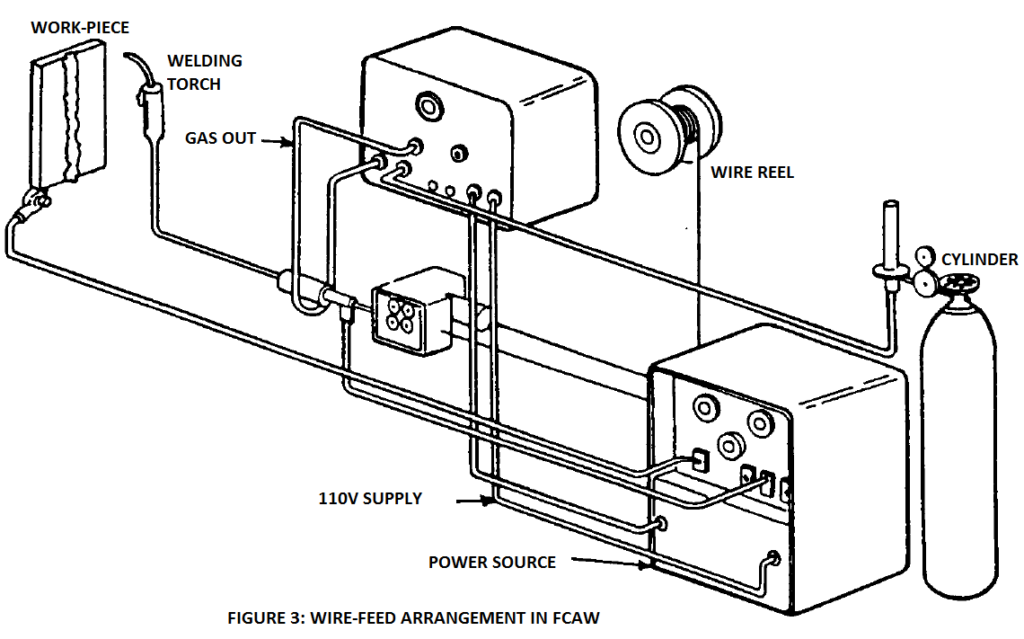
The wire feeding arrangement pulls wire from the spool mounted on the reel, and feeds it to the welding gun. The wire feeder is driven by a motor that draws its’ power from the power source. Generally, constant speed wire feeders are used for FCAW, although variable speed feeders are used as well. The choice depends on the application.
The constant speed feeder, as the name makes it clear, supplies wire at a constant speed. This type is used for constant voltage type power sources. In variable speed feeders, a sensor senses changes in arc length. The sensors effects changes in wire speed based on changes in arc length.
The following figure illustrates a wire feeding arrangement in fcaw equipment.
Welding Gun
The welding gun is held by the welder in hand (in semi-automatic welding). On one end of the gun, it receives current, wire and shielding gas. The contact tip in the gun transfers current to the wire. On the other end, the energized wire and shielding gas issue from the gun.
The gun gets heated up due to heat of the arc. It, therefore, has to be cooled either by air or water. In air-cooled guns, cooling is obtained by the ambient air. The shielding gas flowing through the gun also provides some cooling effect. These guns are suitable when the welding currents are relatively low (< 500 amperes). It is easier to handle and manipulate air-cooled guns, since they are lighter in comparison to water-cooled ones.
Water cooled guns are necessary when the welding current are high (> 500 amperes), and gun gets heated up rapidly. In these guns, waterways are provided around the gun, through which the cooling water circulates and keeps the gun cool.
Flux-cored Arc Welding Cables
The welding cables carry current from the power source to the welding gun. On the inside, the cables have thick strands of copper wound together, as the current conductor. These strands comprise of hundreds of thin copper wires wound over each other. Copper is used because of its’ excellent electrical conductivity.
The copper strands are enclosed in an insulated casing of rubber. The rubber casing may be made up of natural rubber or synthetic rubber.
One of the cables begins from the power source and comes up to the welding gun. This cable brings power to the gun, and is therefore also called electrode lead. In semiautomatic welding, this cable also carries the shielding gas, and the filler wire. So, the common conduit transmits three things to the gun: filler wire, shielding gas, and electric current. In machine or automatic welding, the electrode lead is usually separate from the wire feed and shielding gas.
Another cable connects power source directly to the work-piece. This cable is also called ground lead, and is connected to the work-piece through clamps.
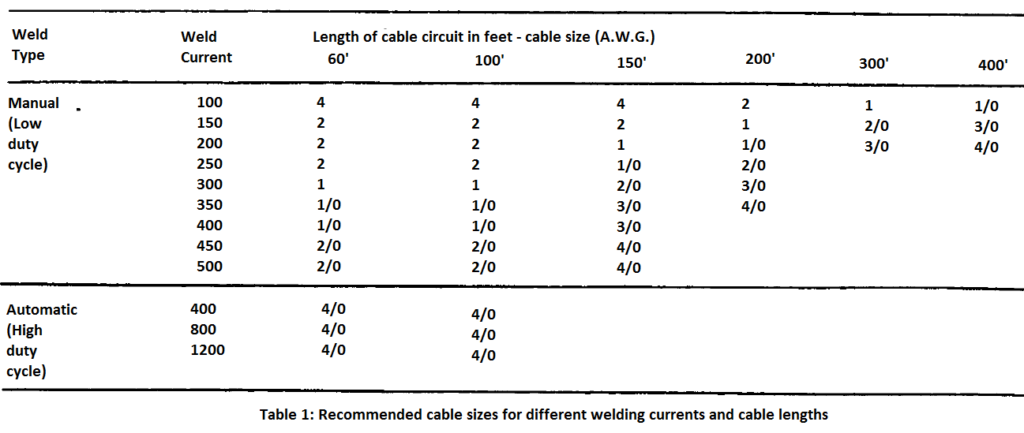
The cables for FCAW welding process come in various sizes, based on the duty cycle, rating of the machine, and the distance between the work-piece and the power source. Use of right cable size is important. If a small cable size is used than required, the cable may becomes overheated during welding, and melt.
The cable sizes are specified in AWG (American wire gauge) numbers. These sizes range from AWG number 8 (which is the smallest) up to AWG number 4/0. The following table shows sizes of welding cables (in AWG rating) for various lengths of work-piece to machine distances, and for various welding currents.
So this was a little something about flux cored arc welding equipment. Please share your thoughts in the comments section below.
Hi Ethan. Thanks for sharing your extended knowledge.
I don’t see you dealing with transfer mode in this article.
Please, could give us more light on the transfer mode for FCAW ?
Thanks in advance.
Hello there Oskitar. Sorry for the late reply, i don’t come here too often. Glad that some read my stuff seriously.
I don’t have much exposure to the different transfer modes. So, can’t help you on that one. Sorry 🙁