
Magnesium is a very light weight metal. It has good machinability and corrosion resistance. When alloyed with small quantities of other metals such as aluminum, manganese, zinc, zirconium, etc., its’ properties can be further improved to sit a variety of applications. It also has a very low melting point. However, magnesium is a very reactive metal.
It oxidizes very rapidly when heated to its’ melting point. So, a good inert gas shielding must be provided in order to prevent oxidation. Magnesium-aluminum alloys are the most commonly used. Many properties of aluminum and magnesium are similar. Some of these properties are:
- High thermal conductivity.
- A film of metal oxide on the surface of the metal.
- Low melting point at around 1200°F (650°C).
- Relatively low coefficient of thermal expansion.
- No color change as the metal approaches melting point.
When welded with correct welding procedures, the welds made between similar base metals develop high strength that is almost equal to that of the base metals.
The alloying elements alter the properties significantly. As the alloying content increases, the melting point and coefficient of thermal expansion decrease.
Aluminum increases weldability when added as an alloying element, up to 10%. Adding aluminum also refines the grain structure. Zinc, when added in quantities more than 1%, increases hot shortness of the metal. This invites cracking in the joint. Hence, alloys containing high amounts of zinc are not recommended for welding due to the cracking problem.
When thorium is added in small quantities, it improves the weldability of the metal. The cracking problem observed in zinc alloys gets eliminated. The alloys containing thorium do not require stress relief heat treatment either.
Some magnesium alloys are prone to stress corrosion cracking. The welds that are exposed to corrosive media over a long period of time are more susceptible. The cracking occurs in the heat affected zone. For such welds, stress relieving treatment must be done, to relieve the residual stresses.
Cleaning Of Surface
Magnesium alloys come coated with an oil coating or a chrome pickle finish for protecting the surface during transportation and storage. Before welding, this oil film needs to be removed properly, along with oxides and any other contamination that may be present on the surface to be welded. The cleaning may be done through chemical means or mechanical means.
Chemical cleaning yields more uniform results, hence it is the preferred method.
It must be noted that the various cleaning solvents such as carbon tetrachloride, perchloroethylene and trichloroethylene give off toxic fumes when exposed to ultraviolet radiation of the welding arc. Hence these solvents should be removed completely before start of welding.
The fumes that form due to the evaporation of solvents are harmful to health. One should avoid inhalation of these fumes as it can be hazardous.
These solvents, when used without goggles, gloves, etc. cause cracking of the skin. The dry-cleaning solvent and mineral spirits paint thinner are flammable materials. Hence these solvents should be handled only in a well ventilated area, and away from open flames.
The grease on the metal surface may be removed by using a hot alkaline cleaning compound, or a vapour degreasing system that utilizes trichloroethylene. Grease may also be removed by mechanical cleaning, by using aaluminum oxide abrasive cloth or a wire brush.
The acids used in the cleaning of magnesium are toxic and corrosive. So abundant care should be taken to not allow such solutions to come in touch with skin, or fumes getting inhaled. Personnel protective equipment comprising of goggles, apron, gloves, etc. should be used.
If spilled on the body, it should be washed with large quantity of water, and medical attention should be sought.
While preparing the solution, never pour water in the acid. Instead, pour acid in the water, gradually. Mix the solution slowly. The acids give off lot of fumes that are harmful to the health. Hence handling of cleaning solutions should be done in well ventilated spaces only.
Once the cleaning of oxides, oil, contaminating matter is completed, the part should be dipped in a solution of following composition, for three minutes:
Chromic acid (CrO3) – 24 Oz (680 gms)
Sodium nitrate (NaNo3) – 4 Oz (113 gms)
Calcium or magnesium fluoride – 1/8 Oz (3.5 gms)
Water – remaining quantity to make up 1 gallon (3.8 litres) of solution.
After this, the part should be rinsed in hot water and dried with air. Similar cleaning should be done for the filler rod as well.
Safety Precautions In Magnesium Welding
Magnesium catches fire easily. Hence sufficient precautions must be taken to ensure safety of the welder and personnel working nearby. Personnel protective equipment such as goggles, gloves, etc. should be worn to protect the welder.
The fusion temperature should be reached before solid magnesium metal ignites. Sustained burning occurs only when this temperature is maintained.
Magnesium in powder form is a greater fire hazard. So, one should avoid having sharp filings, dust, etc. in the vicinity during welding. Magnesium in these form ignites readily if sufficient precautions are not taken.
If a fire starts, dry sand, dry powdered soapstone, and graphite based powders acts as good extinguishing agents.
Tungsten Inert Gas (TIG) Welding Magnesium
A thorough cover of an inert gas such as helium or argon is needed for gas tungsten arc welding of magnesium. The need of shielding is accentuated by the reactive nature of magnesium. Magnesium undergoes rapid oxidation when heated to its’ melting point. Proper use of inert gas prevents this oxidation.
The welds produced with GTAW are of high quality, and of high strength. Fast travel speeds are possible. Welding can be done with direct current electrode negative polarity, or with alternating current, with a high frequency arc starter.
For low thicknesses, both AC and DC currents are used. However, for thicknesses greater than 3/16 inch (4.8 mm), alternating current is a better choice because of deeper penetration it provides.
When direct current is used, helium is considered a better shielding option than argon.But, helium is a light gas. It rises up in atmosphere due to buoyancy effect. So a greater flow rate of shielding gas is necessary when helium is used. Almost three times the flow rate may be required when helium is used.
When alternating current is used, argon is considered a better choice.
Two commonly welded magnesium alloys are ASTM-1A (fed spec QQ-M-54) and ASTM-AZ31A (fed spec QQ-44). The former has manganese as the alloying agent, while in the latter – aluminum, manganese and zinc are the principal alloying elements.
Base metals of thickness up to ¼ inch (6.4 mm) may be welded with a plain square butt joint type edge preparation. It is generally enough to do welding from one side. For deeper penetration, alternating current is preferred.
For base metals of higher thicknesses, welding should be done from both sides, if possible. This enables full penetration and lesser distortion. In such joints, the edge preparation is a double-V joint, with a small land (or root face) at the center. After welding for a few passes (or entire thickness) from one side, the weld metal is grinded off/chipped off from the back side to remove at least one or two passes.
This helps in removing areas of incomplete fusion, areas having oxide formation, and areas having dirt, contamination, etc. The surface is prepared to have a smooth curvature, so that weld metal can be deposited. Welding from both sides helps us to achieve a full penetration joint.
The flow of shielding gas is started a fraction before the arc is ignited. The arc is started by scratching the surface. Or, when alternating current is used, arc may be started with a remote control switch. The arc length should be just right to obtain a quality bead. When argon is used as the shielding gas, an arc length of 1/16 inch (1.6 mm) may be appropriate. When helium is used, an arc length of 1/8 inch (3.2 mm) can be used.
The following table shows the filler rod diameter and recommended welding current for various base metal thicknesses of magnesium, when welded with GTAW process. The current shown may be used with travel speeds up to 12 inches/minute (304 mm/minute).
Multipass welding should be used when base metals thicker than 0.15 inch (3.81 mm) are welded. For root pass, a current of 60 amperes may be used. For subsequent passes, the currents indicated in the following table may be used.
| Metal thickness (inch) | Diameter of filler rod (inch) | Welding current (amperes) |
| 0.030 | 1/16 | 20 |
| 0.040 | 1/16 | 30 |
| 0.050 | 3/32 | 35 |
| 0.060 | 3/32 | 45 |
| 0.070 | 1/8 | 55 |
| 0.080 | 1/8 | 60 |
| 0.090 | 1/8 | 65 |
| 0.100 | 1/8 | 70 |
| 0.125 | 1/8 | 75 |
| 0.150 | 5/32 | 80 |
| 0.200 | 5/32 | 90 |
| 0.250 | 5/32 | 100 |
| 0.500 | 5/32 | 115 |
| 1.00 | 5/32 | 130 |
Welding Technique
When alternating current is used to TIG weld magnesium, the filler rod should be held as parallel to the ground as possible. The torch should be held almost perpendicular to the ground, with a slight travel angle. The right torch and filler metal position is illustrated in the figure below.
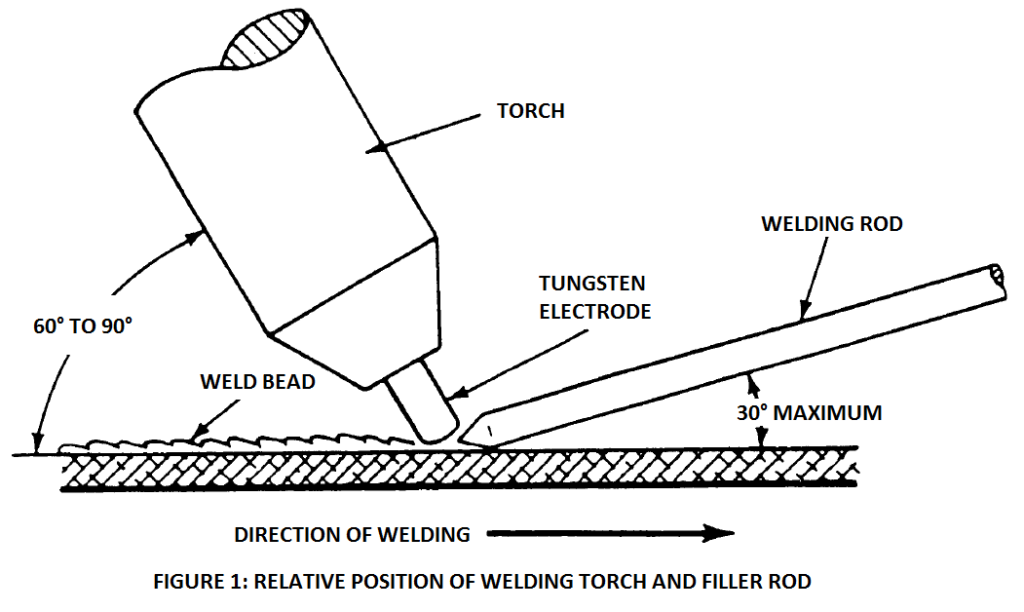
Welding should be done in a straight line, with a stringer bead, and uniform speed. The filler can be fed into the arc continuously or intermittently. The rate of feeding of the filler rod determines the size of the weld bead. Once the pass is completed, one should not abruptly pull out the filler rod from the inert gas shielding cover, else the rod gets oxidized; and oxides may enter weld metal during next pass.
The forehand technique of welding is preferred for TIG welding magnesium. The filler rod is fed on the leading edge of the weld puddle. When possible, run-on/run-off plates are used to eliminate defects arising out of start and stop of welding.
Magnesium has a high coefficient of thermal expansion. So, unless precautions are taken, the metal tends to get distorted during welding. A proper weld sequence, intermittent welding, small bead size, and use of fixtures to arrest distortion are some of the steps that may be taken.
If a part gets distorted, there are ways available to straighten them while preserving the quality of weld. Holding the job in clamps, and heating to a temperature of 300°F to 400°F (149°C to 204°C), helps in straightening the job.
How To Avoid Cracking?
Some magnesium alloys are prone to cracking. There may be several strategies to combat cracking. A couple of them are discussed below.
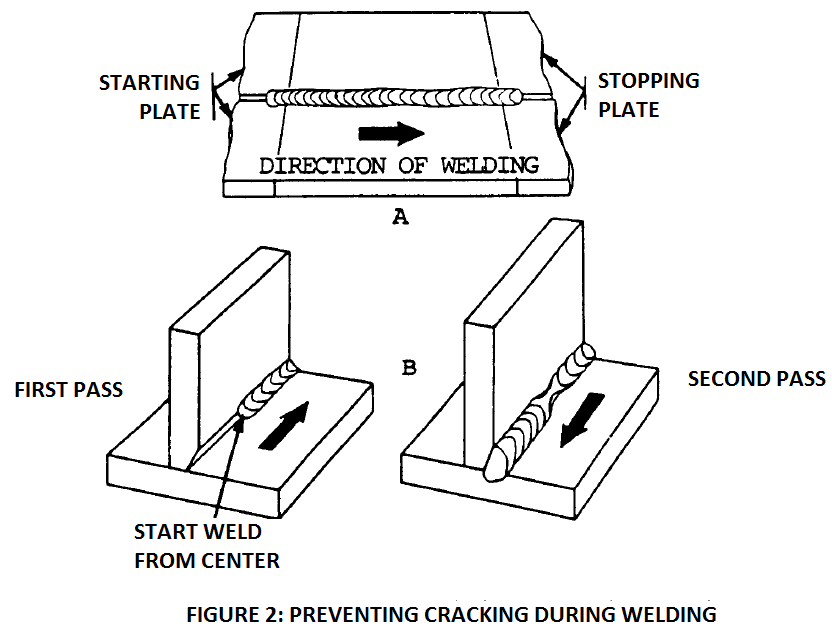
One, starting and stopping plates may be used. These plates are different from run-on/run-off tabs. An illustration of starting and stopping plates is indicated in the figure below.
These plates are butted with the opposite ends of the plates of the joint, as shown. The weld is started on the starting plate, and is stopped only on reaching the stopping plate. The entire pass is done in one shot. For this to go smoothly, the starting and stopping plates must also have a similar groove design as the main joint.
Another method is to begin welding in the middle of the joint and proceed towards the ends, as shown in the figure below.
Another method to minimize cracking is to preheat the plate.
Other Aspects
Generally, the filler rods of same composition as the base metal are used for tig welding magnesium, with the exception of AZ31B base metal. This base metal has problems related to cracking, and is welded with a grade C filler rod (MIL-R-6944).
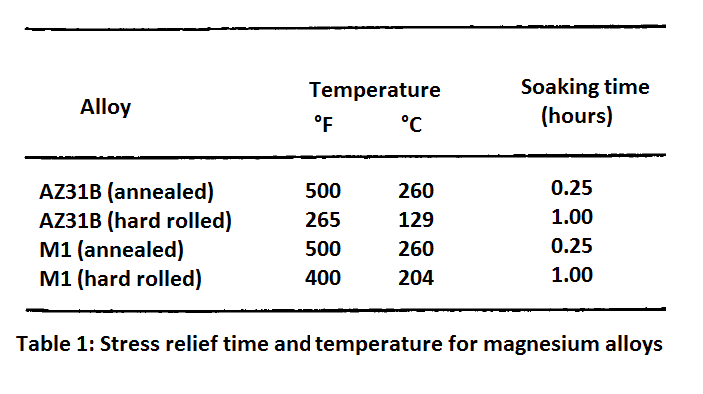
Like most metals, a stress relieving heat treatment is necessary to release the residual stresses locked up inside the welded joints. This also helps in preventing stress corrosion cracking.
The following table shows recommended temperatures and times for stress relieving for commonly used magnesium alloys.
After welding, a slight deposit may be seen on the metal surface. This layer may be removed by wire brushing. However, use of a ferrous iron brush may leave traces of iron on the magnesium surface which may cause corrosion later. Same cleaning methods that are used for preparing the metal surface for welding may be used for cleaning of this oxide layer as well.
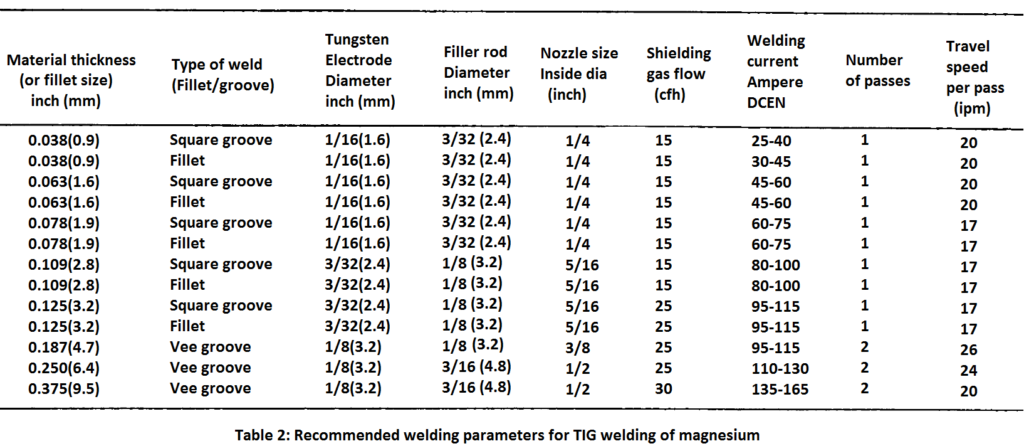
The following table shows recommended welding parameters for TIG welding of various thicknesses of magnesium. The values shown here are for flat position welding. When welding is done in other positions such as horizontal and vertical position, current may be decreased by 10 to 15%. Shielding gas is argon. For heavy thicknesses, a mixture of 75% argon and 25% helium is used. For still heavier base metal thicknesses, 100% helium is used. However, flow rates are approximately twice when helium is used, considering its’ light weight and tendency to rise up.
Metal Inert Gas (MIG) Welding Magnesium
Gas metal arc welding provides substantially faster deposition rates than GTAW. So this process is suitable for medium to high base metal thicknesses. The magnesium filler wires have high melt off rate, owing to the low melting point. Hence, the wire feeder arrangement must be capable of providing filler at a fast rate. The wire feed arrangement for aluminum welding is suitable for magnesium welding as well.
For welding of thin sections, short-circuiting transferis used, while for high thicknesses – spray transfer mode of metal transfer is used. The mode of metal transfer is determined by the current setting.
Argon is used as the shielding gas, although mixtures of argon and helium are used as well.
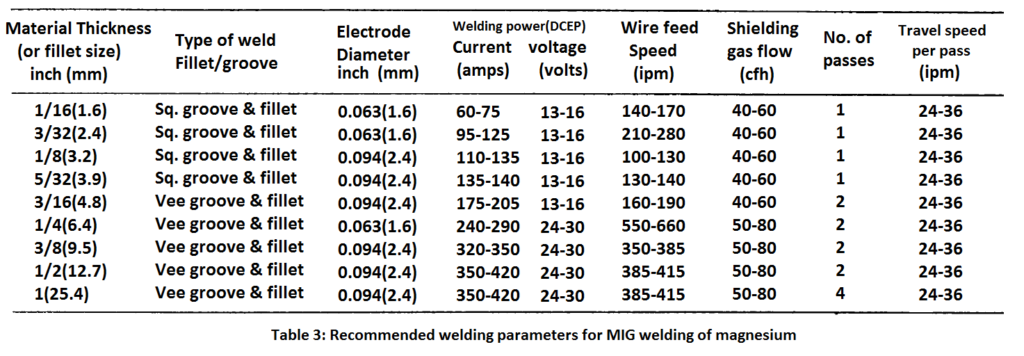
The following table shows recommended welding parameters for GMAW welding of magnesium. The values shown here are for flat position welding. The metal transfer mode is spray transfer type when welding current and voltage are above 200 amps and 20 volts. Below these values, the metal transfer is short-circuiting type.
So this was a little something about magnesium welding. Please share your thoughts in the comments section below.