
Oxyfuel welding is a welding process in which metals are joined by heat of the flame emanating from the tip of an oxyfuel welding torch. The pressure may or may not be applied and filler rod may or may not be used.
As the name suggests, any oxy-fuel welding process involves two gases. One is oxygen, which enables combustion of the fuel gas. The second is a fuel gas, which is stored in a separate cylinder, and may be acetylene gas, MAPP gas, or any other hydrocarbon gas with a high calorific value. The two gases re mixed in the mixing head of the welding torch, in proper proportions.
The flame emanating from the torch produces a puddle of molten metal, by melting the surface of the base metal. In this puddle, the tip of a filler rod is dipped progressively such that fresh weld metal gets deposited. The freshly deposited weld metal fuses and becomes one with the base metal.
Oxyfuel welding can be used in most welding positions. The various positions in oxyfuel welding include – flat, horizontal, vertical, and overhead; although right technique and skill is required on welder’s part to get quality welds in vertical and overhead positions. Further, oxyfuel welding can be used in both forehand and backhand methods.
Also, oxyfuel welding can be used for making fillet welds and butt welds both, in a wide variety of base metal grades. Gas welding of aluminum can be done by using hydrogen as well as acetylene as the fuel gas.
Oxy-acetylene welding of aluminum is an important and viable process, however special care is required to contain warpage and breakage. Therefore steps which enable slow heating and slow cooling are required when welding aluminum with oxy-acetylene welding process.
Advantages Of Oxy-fuel Welding
One of the main advantages of oxy-fuel welding is that the welder can control the size of the weld puddle easily. The welder can exercise control over the heat input, temperature of the weld zone, and shape and size of the weld bead. This is because the filler rod is added separately to the weld puddle by the welder’s hand. The welder can manipulate the rate of feeding of the filler rod to control the size of the bead.
Another advantage is that this process can be used for welding in almost all positions. Thin sheets, pipe welding, repair welding, etc. can all be done satisfactorily with this process. It is, however, not best suited for welding of thick sections.
Gases
Acetylene is the most commonly used fuel gas in oxy-acetylene welding process. However, any gas that is used as a fuel gas in this process must meet the following properties:
- High calorific value.
- High temperature of the flame.
- Minimum reaction of the gas with the base metal and filler rod.
- High flame propagation rate.
Acetylene meets all requirements expected from a fuel gas. Hence it finds a widespread usage. Other than acetylene, MAPP gas, propane, propylene, natural gas, etc. are also used as a fuel gas in oxy-fuel welding. These gases have good calorific value, but exhibit low flame propagation tendency.
The problem with other gases is that the flames produced by these gases are excessively oxidizing at oxygen-to-fuel ratios high enough for usable heat transfer rates. High flame temperatures are obtained only at high oxygen to fuel ratios. So, use of special flame holding devices is necessary for stable operation and adequate heat transfer.
The devices such as holder flames, skirts, counter-bores etc enable higher gas speeds before they leave the tip. This improves the heat transfer efficiency of these gases.
Oxidizing behaviour is not a problem for cutting operations though. So these gases can be easily used for preheating of the metal during cutting work. These gases can also be used for other joining processes such as soldering, brazing, etc. in which the heat input is not required to be as high as welding.
Second to the fuel gas, oxygen is the second gas that must be used for any oxy-fuel welding process. Oxygen is necessary for combustion, and is therefore indispensable. The proportion of oxygen in relation to the fuel gas determines the type of resulting flame. The use of right types of oxyfuel welding flames is necessary to obtain the best results.
Sometimes one tends to think that oxygen can be replaced with air. Air contains only 20% of oxygen by volume (the remaining 80% being nitrogen). So the degree of combustion with air-fuel mixture is far lower than when pure oxygen is used. The heat generated by the flame is lower, and is only suitable for welding light sections, or for light soldering and brazing applications.
Welding Oxyfuel Working Pressure
The use of right pressure of both the oxygen and fuel gas is important to get the best quality of welding. The required working pressure for welding increases as tip orifice diameter goes up. The rating of tip varies between different manufacturers. Usually, a smaller tip orifice diameter is indicated by a smaller number.
The following table indicates the right pressure of oxygen and acetylene for different tip sizes. The table 1 below indicates the pressures for a low pressure or injector type torch.
| Tip Size Number | Oxygen pressure (psi) | Acetylene pressure (psi) |
| 0 | 9 | 1 |
| 1 | 9 | 1 |
| 2 | 10 | 1 |
| 3 | 10 | 1 |
| 4 | 11 | 1 |
| 5 | 12 | 1 |
| 6 | 14 | 1 |
| 7 | 16 | 1 |
| 8 | 19 | 1 |
| 10 | 21 | 1 |
| 12 | 25 | 1 |
| 15 | 30 | 1 |
The table 2 below indicates the pressures for a balanced pressure type torch.
| Tip Size Number | Oxygen pressure (psi) | Acetylene pressure (psi) |
| 1 | 2 | 2 |
| 3 | 3 | 3 |
| 4 | 3 | 3 |
| 5 | 3.5 | 3.5 |
| 6 | 3.5 | 3.5 |
| 7 | 5 | 5 |
| 8 | 7 | 7 |
| 9 | 9 | 9 |
| 10 | 12 | 12 |
Base Metal Preparation
Like in any other welding process, preparation of base metal is important for obtaining a quality weld. The right kind of joint design, right bevel angle, and proper cleaning are important.
- The base metal must be free from dirt, grease, oil, etc. These elements can cause incomplete fusion, porosity, slag inclusion in the weld. Hence thorough cleaning of the base metal must be ensured.
- The root opening for a given thickness of metal should permit the gap to be bridged without difficulty, yet it should be large enough to permit full penetration. Specifications for root openings should be followed exactly.
- The thickness of the base metal at the joint determines the type of edge preparation for welding. Thin sheet metal is easily melted completely by the flame. Thus, edges with square faces can be butted-together and welded. This type of joint is limited to material under 3/16 in. (4.8 mm) in thickness. For thicknesses of 3/16 to 1/4 in. (4.8 to 6.4 mm), a slight root opening or groove is necessary for complete penetration, but filler metal must be added to compensate for the opening.
- Joint edges 1/4 in. (6.4 mm) and thicker should be beveled. Beveled edges at the joint provide a groove for better penetration and fusion at the sides. The angle of bevel for oxyacetylene welding varies from 35 to 45 degrees, which is equivalent to a variation in the included angle of the joint from 70 to 90 degrees, depending upon the application.
- A root face 1/16 in. (1.6 mm) wide is normal, but feather edges are sometimes used. Plate thicknesses 3/4 in. (19 mm) and above are double beveled when welding can be done from both sides. The root face can vary from 0 to 1/8 in. (0 to 3.2 mm). Beveling both sides reduces the amount of filler metal required by approximately one-half. Gas consumption per unit length of weld is also reduced.
- A square groove edge preparation is the easiest to obtain. This edge can be machined, chipped, ground, or oxygen cut. The thin oxide coating on oxygen-cut surface does not have to be removed, because it is not detrimental to the welding operation or to the quality of the joint. A bevel angle can be oxygen cut.
Multiple Layer Welding
When the thickness of the base metal to be welded is high, single pass welding does not produce best results. Due to large puddle size, the ductility of the weld is low. The weld appearance is not uniform, and excess penetration may occur at the root.
So, when ductility is desired in the weld metal, multipass welding or multilayer welding is the remedy. In this, multiple passes of weld metal are deposited. This enables the welder to keep the size of weld puddle in each pass low. The result is that high thickness sections can be welded without chances of excess penetration. The bead appearance is good as well.
A smaller puddle is easier for the welder to control. By skilled manipulation of the puddle, it is possible to avoid slag inclusions, oxides, and incomplete fusion with the side walls of the base metal.
Another benefit of welding in multiple layers is that each layers yields grain refinement of the layer beneath it. This is especially helpful in low alloy steels of high strength. As the underlying passes are subjected to reheating, it increases the ductility of the weld. For the refinement of the final pass, an additional layer of metal is deposited at the top after reaching the level flush with the base metal. This extra layer is subsequently grinded off or machined off. An alternative way is to pass the welding torch over the last layer to bring it up to normalizing temperature, which achieves grain refinement of the last layer as well.
Weld Quality
The quality of the weld deposited by oxy-fuel welding depends on the choice of right welding parameters, which includes correct pressure of oxygen and fuel gas, and correct tip size. Besides the parameters, welder’s skill plays a major role in determining quality. Correct torch to work distance, right travel speed, uniform and smooth feeding of the filler into the molten weld puddle, and above all – dexterous manipulation of torch and filler that achieves sufficient penetration at the root, and complete fusion with the side walls.
The quality of a weld does not mean visual appearance of the bead alone. The uniformity of the weld throughout the volume of the weld metal cannot be seen by visual inspection, and can be checked only through volumetric examination techniques such as radiography and ultrasonic examination. However, a close visual examination also yields valuable information about the quality of a weld.
The visual examination at the underside of the weld reveals excess penetration or lack of penetration at the root. Excessive penetration is indicated by excessive globules of weld beads protruding from the rot. Incomplete penetration is indicated by gaps in weld metal at the root. These defects occur due to poor manipulation of the torch and filler rod, or incorrect welding speed, too much or too less of a root gap, insufficient bevelling of the plates, etc.
Visual inspection of the top surface tells whether a weld is oversized or undersized or correctly sized. There are weld gauges available to do this job with high precision. Weld gages can tell us if reinforcement is excess or deficient. A closer look at the top layer also reveals undercuts or overlaps between the bead and base metal, if any.
Other quality related problems such as porosity, incomplete fusion with the sidewalls, cracking etc are difficult to spot in visual examination. Porosity occurs due to entrapped gases such as oxygen and nitrogen. It can be avoided by proper manipulation of torch and filler rod.
Insufficient fusion may occur due to high travel speed, presence of dirt on the base metal, and insufficient flame temperature. Cracking and hard spots in the weld are generally a function of the metallurgical behaviour of the weld.
Equipment
The equipment used for oxy-fuel welding is simple in construction. It is easy to handle, easy to carry around, and versatile enough for usage in a wide variety of applications. The equipment consists of gas (O2 and fuel gas) cylinders (single or multiple), welding torch, regulators, and hoses. With simple modifications, the same equipment can be used for cutting operations as well.
Overtime the equipment gets worn out, especially regulators and torch. Regular inspection and maintenance should therefore be carried out. The operator must be familiar with various oxyacetylene regulator malfunctions and corrective actions required to remedy those malfunctions. If the regulators, torch, cylinder valves are worn out beyond repair, immediate replacement should be done.
The operator must be a trained person who is familiar with the equipment, and knows well enough what to do in case of an emergency. This is because, acetylene is an explosive gas at high pressures, and requires expert handling. A sequential and systematic setting up of the oxyfuel welding equipment is necessary to ensure safety. Likewise, a systematic shutting down of the equipment equipment is necessary as well.
Stationary Oxyacetylene Welding Equipment
Stationary welding equipment, as the name suggests, remains stationary. It is installed in places where welding is required to be done at a fixed location.
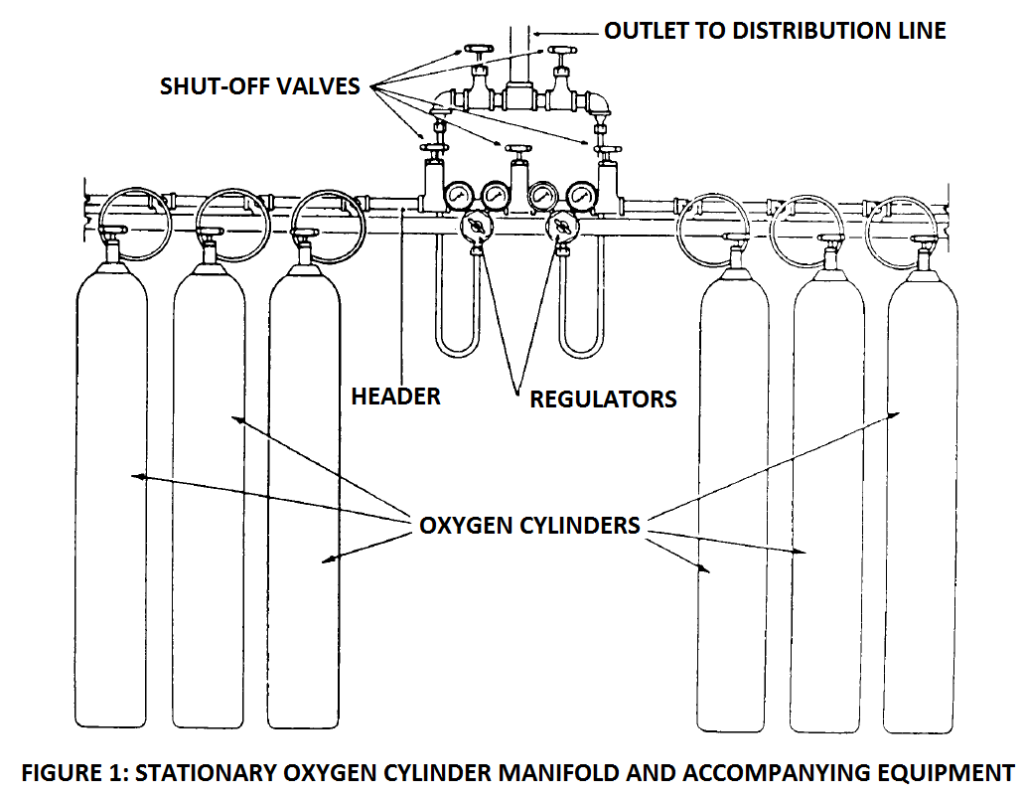
The stationary nature allows us to use multiple cylinders. A cylinder manifold can then be used to supply gases. This is helpful in cases when large volume of gases is necessary for the application, and a single cylinder would be inadequate.
The following figure illustrate what a oxygen manifold and acetylene manifold looks like. A number of cylinders are hooked to a single line. At the end of the line, there is a common regulator that regulates the pressure supplied to the torch. A common shut-off valve is provided that stops the supply to torch in one go (without having to shut off valves at individual cylinders).
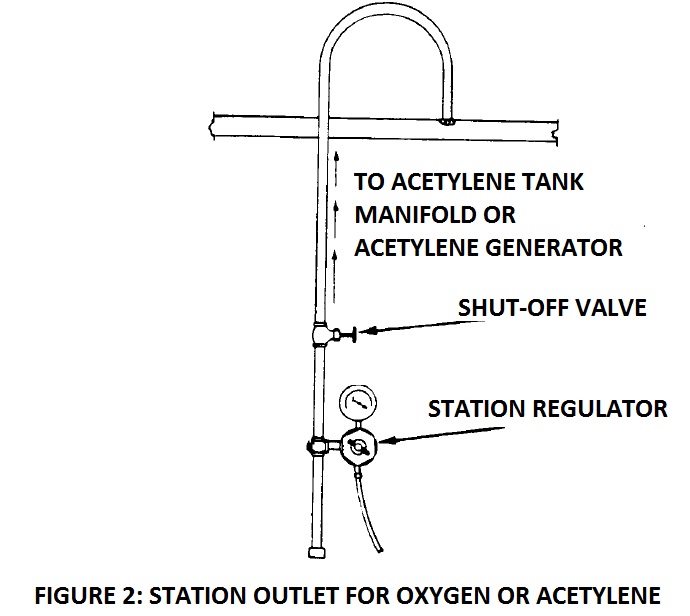
The following figure shows station outlet for oxygen or acetylene.
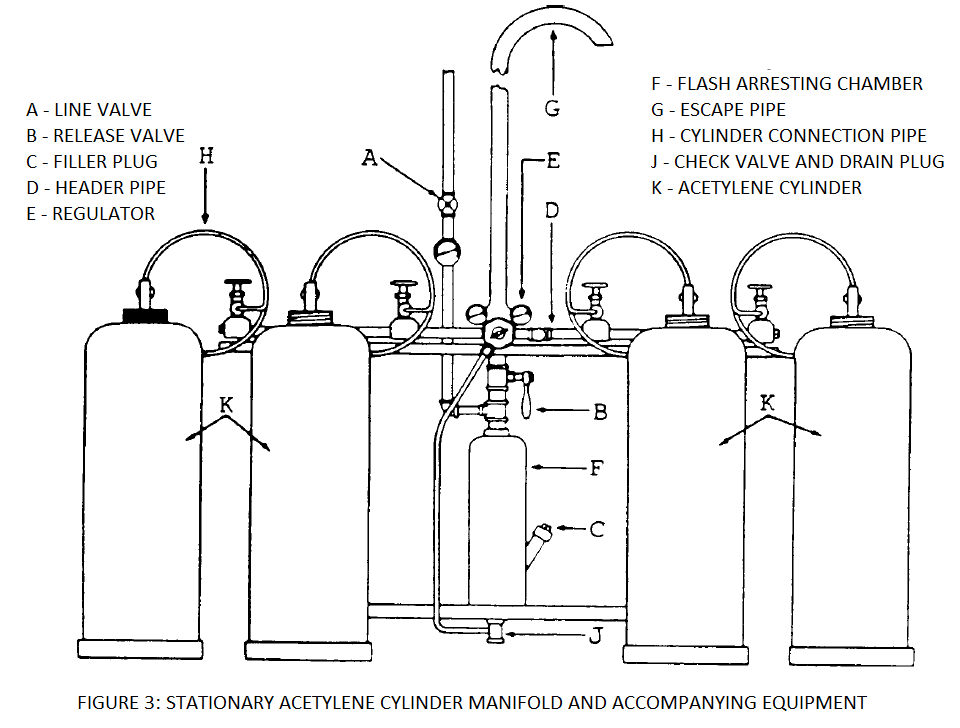
The following figure illustrates stationary acetylene manifold.
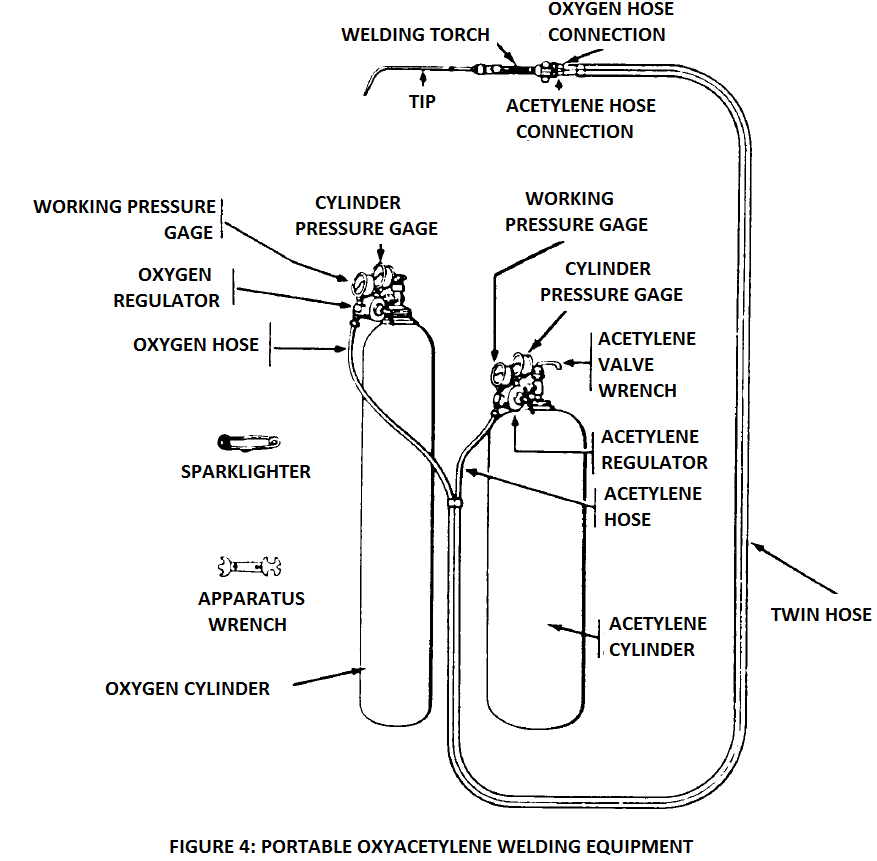
Portable Oxyacetylene Welding Equipment
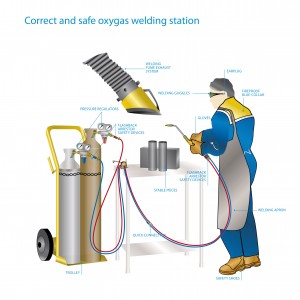
Portable equipment, as the name suggests, is portable. It can be carried around to the place where welding needs to be done. It consists of one oxygen cylinder and one acetylene cylinder, other components being common with the stationary equipment. Other components include a flame striker, an assortment of torch tips, hoses, regulators, welding torch, gloves, goggles, and standard personnel protective clothing.
The cylinders have to be secured firmly such that they do not fall over during the welding work.
Regardless of whether the equipment is stationary or portable, it is essential that only a trained operator handle the equipment. As mentioned in above paragraphs, acetylene is an explosive gas. Hence safety must be of paramount importance when handling the equipment. Following safety precautions prescribed for oxyacetylene welding is a must.
The following figure illustrates the components of portable oxy-fuel welding equipment.
So this was something about oxyfuel welding. Please share your observations/thoughts in the comments section below.