
Fillet weld is the easiest way to join two metals. It requires no joint preparation, and can be completed in no time, and is cheaper. Due to this reason fillet weld is a very popular choice of weld among designers.
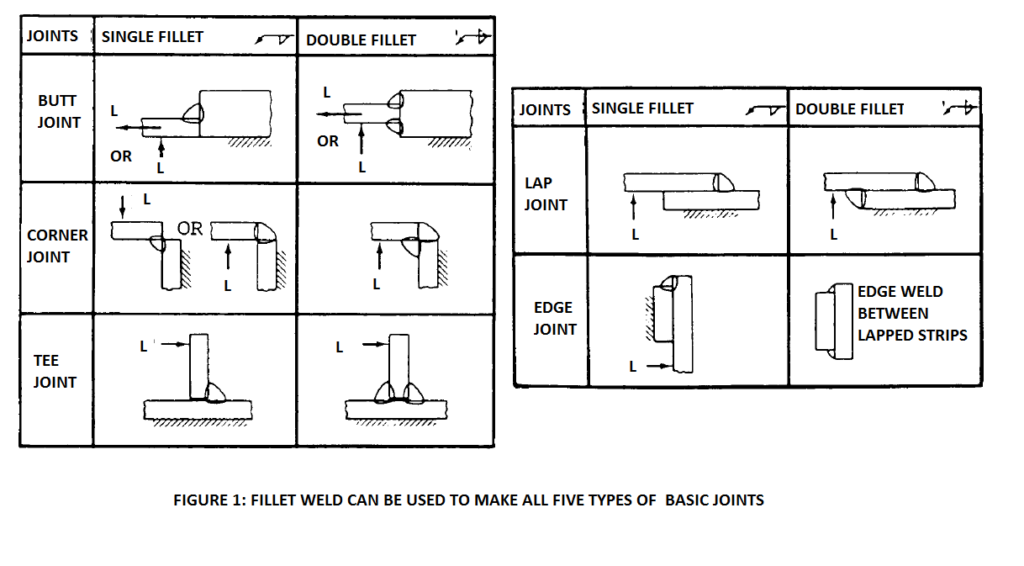
A fillet weld can be used to join all five types of basic joint types: tee joints, corner joints, lap joints, edge joints, and butt joints. It can be welded from one side or both sides. When it is made from both sides, it is called a double-fillet joint. Besides this, a fillet joint is also used as a supplement to groove joints, a fillet is made over the completed groove weld. Such welds are called groove-fillet welds.
Single fillet and double fillet weld for all five joint types is illustrated in the figure 1 below. A double fillet is advantageous in comparison to single fillet weld, from a strength point of view. When a single fillet is subjected to an external load ‘L’ as illustrated in figure below, the root of the fillet comes under tensile and shear strain.
If double fillet has been used, the external loading is resisted by the fillet on the second side. In addition to being cheap, easy, and its’ applicability to all types of joint, a fillet weld can also be made with almost all welding processes as well. This article discusses various facets of oxyfuel fillet welding.
Making A Fillet With Oxy-acetylene Welding
Making a fillet weld with oxy-acetylene welding requires a different technique than the one required for groove welding. For example, when welding in horizontal position, the top plate tends to get melted before the bottom plate. This is because of buoyancy effect.
This is of course not desirable, because both plates must melt simultaneously for a good weld. This problem can be avoided by pointing the flame deliberately towards the lower part instead of at middle.
In making fillet welds with oxyfuel welding, back hand technique works better. The flame should be directed slightly in the direction of welding, and should be pointed slightly toward sthe lower plate.
In backhand technique, the filler rod is preceded by the welding torch. The filler rod is fed in between the torch and weld puddle. Along the direction of welding, the torch is followed by filler rod, which is followed by the molten puddle. This technique permits a better control of the puddle by the welder, and increased speeds.
While starting the welding, the flame should be directed towards the lower plate till it becomes red hot. Thereafter the flame should be directed such that melting of both plates is achieved simultaneously.
The thing to be kept in mind is that the flame should not be pointed at the root of the fillet. Because this causes a large puddle which is difficult to control. However, this does not mean that fusion is not required at the root. It is very much required.
The flame should be manipulated such that the melting of both parts occurs simultaneously, full root fusion is achieved, and puddle does not becomes too large to control. This requires some skill.
So this was a little about oxyfuel fillet welding. Please share your thoughts in the comments section below.
See Also: