
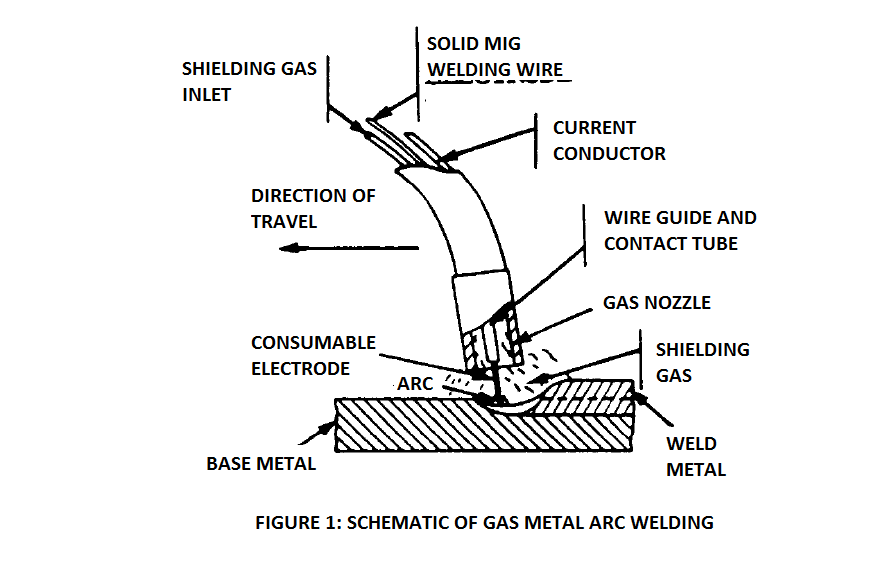
MIG welding, also called Gas Metal Arc Welding (GMAW) is an arc welding process in which joining of metals is obtained by heating the metal with an arc struck between the work-piece, and an electrode that is continuously fed through the welding torch.
The shielding is provided through an externally supplied gas, often argon, which is also fed through the annular space between the welding torch and the electrode. The electrode is a consumable, unlike TIG welding. This means that the electrode, which carries the current, gets consumed during the welding. In other words, the electrode also acts as the filler metal.
Besides argon, CO2 – which is not an inert gas, but is in fact an active gas, is also extensively used in the industry as a shielding gas for MIG welding. This is why, this process is also called as CO2 welding by some people.
Due to the use of CO2 gas, it is no longer appropriate to call this process as Metal Inert Gas (MIG) welding now. The term MIG welding has become a non-standard term now. Organizations such as ASME have adopted GMAW as the standard term, as both inert gases and active gases are used. So GMAW has become the more widely accepted term now, owing to its inclusion in codes and standards.
Variations of the ordinary MIG welding include pulsed current GMAW, short-circuiting GMAW, use of mixtures of gases for shielding, etc.
A schematic of the process is shown in the figure below.
The advantages of MIG welding include many – faster and high quality welding in comparison to SMAW or TIG welding, little spatter, and suitability to be used on a wide variety of alloys. For these reasons, MIG welding is the go-to process for welding engineers when the conditions demand it.
MIG welding is most commonly operated in the semi-automatic mode. However, machine welding and automatic welding is also possible.
MIG welding is used for welding all commercially used metals in the industry such as steel, SS, copper, aluminum, etc. With MIG process, welding can be done in almost all positions.
Variations Of MIG Welding
In addition to the usual three modes of metal transfer (globular, spray, and short-circuiting), there are three other variations that are of some significance. Here is a short discussion on each of them:
Pulsed spray
This mode is a combination of pulsed arc and spray transfer mode of metal transfer. It is fit for all position welding, at high energy levels in comparison to short-circuiting mode.
The power source supplies current at two different levels: one is a background current, which is too low for melting the filler. Second is the peak current, which is supplied in a pulsed fashion. The peak current is super-imposed on the back ground at a pre-determined frequency.
The metal transfer occurs at a rate of one drop per pulse. The combination of two currents produces a steady arc. The effective current is lower than that in conventional spray transfer mode. Due to the low heat input, this variation is suitable for welding thin sheets.
Arc Spot Welding
Gas metal arc spot welding is another variation of gas metal arc welding. It is similar to the regular resistance spot welding process. In this, two pieces of sheet metal are fused together by penetrating through the entire thickness. One of the sheets contains a hole, while the other is a flat sheet without any hole.
The MIG torch is held stationary at one point till the hole is filled. In modern machines, a timer can be set after which the arc will get extinguished on its own.
Unlike ordinary GMAW, no joint preparation is necessary. Only cleaning of the parts being joined is required at the point of welding.
Such spot welds can be made for aluminium, stainless steel, and mild steel.
Electrogas MIG Welding
This is another variation of MIG welding. It combines features of electro-slag welding and Gas metal arc welding, hence the term electro-gas welding.
It is a fully automatic process, and is generally used only in vertical position. The deposition rate is higher than the ordinary GMAW.
The weld pol on both sides is held in place by a water-cooled shoe made of copper. A moving carriage is mounted on a vertical column, and proceeds along the vertical direction in the direction of welding.
This carriage has mounted on it the electrode spool, controls, as well as the welding head. The welding can also be made to oscillate a little sideways to achieve distribution of weld metal across the cavity. It is a high deposition rate process that can deposit up to 16 to 21 kg of weld metal in one hour. Base metal thicknesses of 1 in. (25 mm) to 2 in. (50 mm) can be welded in a single pass.
MIG Welding Procedures
The general guidelines for MIG welding are same as those for other arc welding processes. Positioning of work lead with respect to the electrode is important. The welding direction proceeding away from the location where the work lead is attached to the job is considered as the best direction for welding.
Adequate restraints (clamps) are required to arrest the warpage resulting from the welding. The fixtures used to seat the work-piece must not be too complex, it should be simple enough to permit easy loading and unloading of the job. The clamping arrangements must leave ample room for the welding torch to move around and deposit metal.
In addition to the correct connection of the ground lead to the work-piece, correct groove design is also important to achieve complete joint penetration and good root fusion.
When full joint penetration is required, a backing strip is used. The backing strip can be in the form of a backing ring (for pipe welding), backing strip (for plate welds), ceramic strip, or a copper backing bar.
Installation of the MIG welding equipment must be done in accordance with the directions given in the equipment manual.
The electrode feed rate and current are determined by the filler wire diameter, and base metal grade and thickness.
In mechanized MIG welding, which operates on constant voltage power source, welding current is determined by the electrode feed rate. Before welding on the job, a trial bead should be done to ascertain the suitability of these parameters.
Smooth operation of the arc with smooth arc starting, smooth feeding of the welding wire, and without spatter depends on other factors too. These factors include inductance and slope control. The optimum values for these factors depend upon grade of base metal and it’s thickness, position of welding, electrode grade and it’s diameter, and welding travel speed.
Contact Tube
For introducing current to the electrode, it is made to pass through a contact tube. Inside it, the electrode comes in intimate contact with the copper-made contact tube. Inside the tube, the current supplied by the power source is given to the electrode which then carries it to the point of arc.
Some MIG welding machines contain the wire-feeding mechanism inside the welding gun itself. In most other setups, the wire feeding mechanism is installed near the wire spool, from where it pulls the wire out and feeds it to the welding gun through a flexible conduit.
Another kind of setup involves feed mechanisms in both the welding gun and near the spool. The two mechanisms act synchronously.
The contact tube placed inside the welding gun and the electrode feed drive rolls should be correctly matched with the grade of the filler wire and its size. This is generally specified in the equipment manual.
The contact tube gets worn out due to prolonged rubbing with wire. It must be replaced periodically to ensure sufficient electrical contact with the wire.
Electrode extension is the distance between the end of the contact tube and the tip of the gas nozzle. This distance determines the mode of metal transfer. That is, spray transfer, globular transfer, or short circuiting mode of metal transfer. Depending upon the application, and the type of molten metal transfer desired, the contact tube may be inside the gas nozzle, or may be flush with the tip of the gas nozzle, or may extend to outside of the nozzle. Once this distance is selected, it should be maintained uniformly during the welding.
Shielding Gas
Argon is the most commonly used shielding gas. Small amounts of oxygen is added sometimes when steels is being added. This is done to stabilize the arc, promotes a smoother welding operation, with a better bead appearance, and lesser welding defects.
Carbon dioxide is the next most commonly used gas for shielding. Although it is an active gas, it is still used because it is cheaper than argon, and results welds of acceptable quality. However, electrodes designed to be used with CO2 contain extra amounts of deoxidizers such as silicon in their composition.
These deoxidizers are required to prevent the oxygen (resulting from the dissociation of CO2 in the heat of the arc) from oxidizing the solidifying metal. The deoxidizers readily combine with the oxygen and minimize it’s availability for oxidizing action.
The shielding gas flow rate must be in compliance with the WPS. For reactive metals, the flow rate is higher than that of ordinary steel. Joints with a narrow groove that might require higher nozzle-to-work gaps would need higher rates of flow of shielding gas.
The ceramic nozzle should be suitably selected to facilitate the required rate of gas flow. A too small diameter nozzle for a high flow rate would create turbulence on the arc.
A too high diameter nozzle for a low flow rate would end up in inadequate shielding of arc. The nozzle size should be rightly matched with the gas flow rate.
The gas hoses should be leak proof. The lead connections should be tight. Any leakages in the gas path lead to aspiration of atmospheric air in the shielding gas path. This will lead to erratic arc operating characteristics, and aporosity infested weld.
Arc Power And Polarity
Direct current electrode positive is the most commonly used polarity in MIG welding. The majority of heat in this polarity is directed at the welding wire, which melts and gets deposited as weld metal.
In MIG welding, DCEP is always better than direct current electrode negative polarity. As compared with DCEN, the DCEP (sometimes also called DCRP – direct current reverse polarity) gives a stable arc, smooth arc, low spatter, and good bead appearance for the entire range of amperages used.
In DCEN, the arc is erratic and unstable. DCEN is sometimes used with ‘buried arc’ condition. This condition is characterized by high current and low voltage. The arc ‘burrows’ inside the metal due to high current. The penetration is high, as is the rate of metal deposition.
AC current is not used for MIG welding. This is because during every cycle, when the current touches zero – the arc gets extinguished. Unlike FCAW process, where suitable ingredients can be added to keep the arc ignited, such provision is not available for GMAW process.
Metal Transfer In MIG Welding
Metal transfer across the arc is of three types: spray transfer, globular transfer, and short-circuiting transfer. The metal transfer in spray and globular modes takes place in the form of discrete drops, hence these two are sometimes called as drop transfer.
The direction of drop depends can be axial, or non-axial. Axial transfer simply means along the longitudinal axis of the wire. Any other direction constitutes non-axial transfer. More on this later.
In short-circuiting mode, the electrode comes in contact with the molten pool, thus establishing a ‘short-circuit’. The metal melts due to the heat of the puddle, and melts. We will see about this in a little detail in the following paragraphs.
Several factors determine the mode of metal transfer across the arc. Some of the main factors are as follows:
1. Amperage and polarity
2. Current density.
3. Grade of the welding wire.
4. Electrode extension from the tip of the contact tube.
5. Shielding Gas. 6. Power supply characteristics.
Short-Circuiting Transfer
This mode of metal transfer is used for thin sections. The heat input is kept low, so the metal freezes as soon as it is deposited. Due to this reason, this mode of transfer is suited to out of position welding too.
Due to low heat input, the distortion of the parts is also low.
The metal is transferred only when the electrode dips into the molten pool, and a short circuit occurs. At other instants, metal transfer does not occur. This contact between the wire and work occurs at a frequency of 20 to 200 times per second.
When the electrode touches the work piece, the current flow in the wire increases. The rate of current flow should not be too low such that the filler does not melt at all. At the same time, the rate should not be too high such that the melted metal disintegrates into spatter.
The rate of current increase through the welding wire can be adjusted by varying the inductance in the power source.
The inductance required depends on the resistance present in the welding circuit, and the melting point of the electrode. The voltage across the circuit should be low enough such that an arc is not struck across the wire tip and base metal when the wire is not in contact with the base metal.
A part of energy required for maintaining the arc is provided by the inductive storage of energy during the short-circuiting.
Globular Transfer
Globular transfer, as the name suggests, is characterized by ‘globules’ of metal. The diameter of these globules is larger than the wire diameter.
For this mode, carbon dioxide is the commonly used gas. The polarity is DCRP – direct current reverse polarity.
When an inert gas shield is used, globular axially directed transfer can be achieved, without any notable spatter. The tip of the wire heats up and melts, and a drop of molten metal appears at the electrode tip.
The arc gap should be high enough so that the globule has enough time and space to get detached from the wire without touching the molten metal. In this mode, penetration of the weld is not too deep, so the penetration in welds made with this mode of metal transfer is found to be inadequate. Lack of fusion is another problem.
When CO2 is used as a shielding gas, non-axially directed globular transfer occurs. This is because of the two forces that act on the wire tip: pinch force, and anode reaction force. Pinch force is the effect that ‘pinches’ the molten drop from the wire, and is directly proportional to the amperage.
Anode reaction is an electromagnetic repulsive force acting at the bottom side of the molten drops. The melted drop grows in size till can no longer be supported at the wire tip, and detaches due to gravity.
Spray Transfer
As the current increases, the mode of metal transfer changes gradually from globular to spray transfer. This change can be observed when the shielding gas used comprises of at least 80% of an inert gas like argon or helium.
The current at which this change happens in entirety is called globular-to-spray transition current.
As the name suggests, the metal transfer in this mode occurs in the form of a fine spray. The diameter of these fine droplets is far less than the diameter of electrode. The transfer occurs in the axial direction, from a sharply pointed tip.
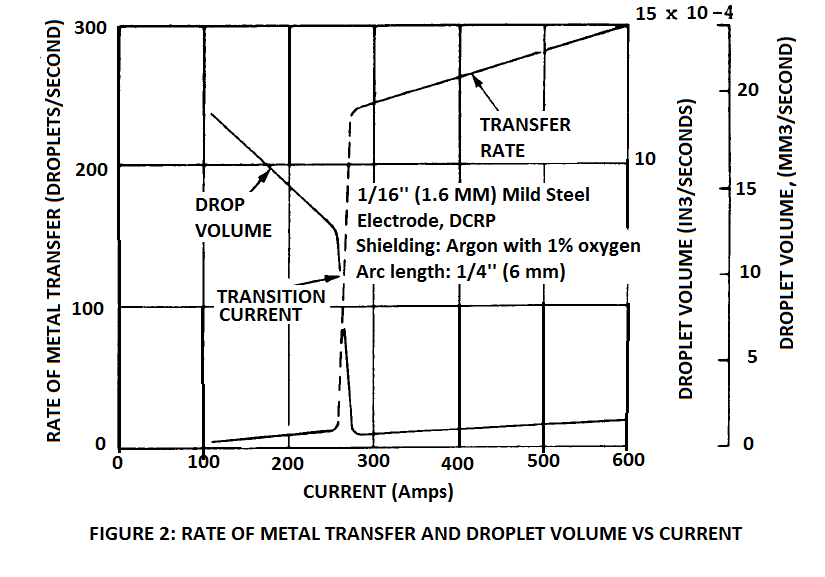
As the volume of metal transferred increases with increase in current, the droplet size decreases – the transfer becomes a finer spray. This correlation can be seen in the graph depicted below.
As can be seen from the graph, the metal transfer shoots up from less than 100 drops per second to several hundred droplets per second as the current increases (which is accompanied by an increase in electrode feed rate).
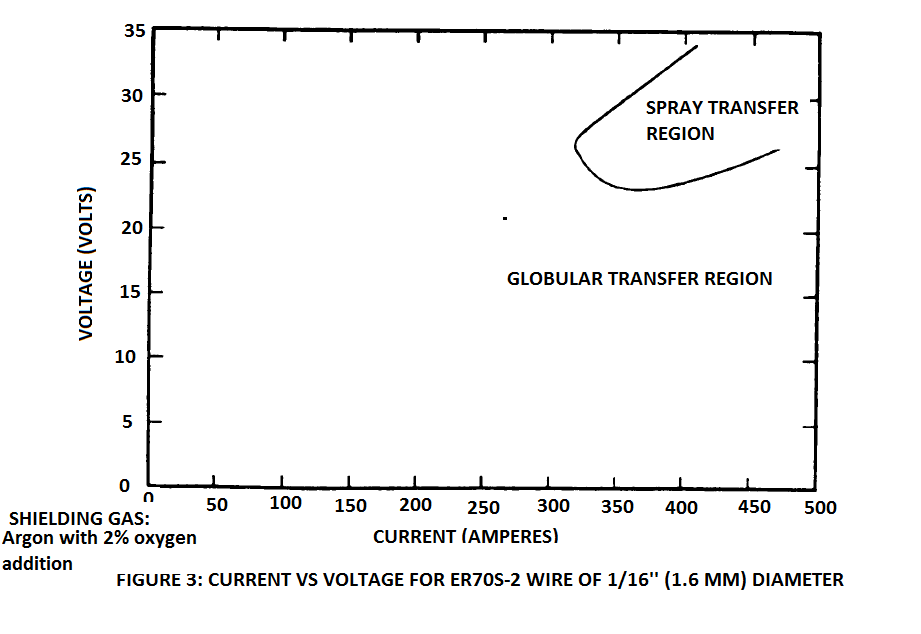
See the figure below. The graph depicts the molten metal transfer mode at various amperages for a MIG wire of grade ER70S-2 of diameter 1/16’’ (1.6 mm). It can be seen that the globular mode of transfer turns to spray mode at very high levels of current and voltage.
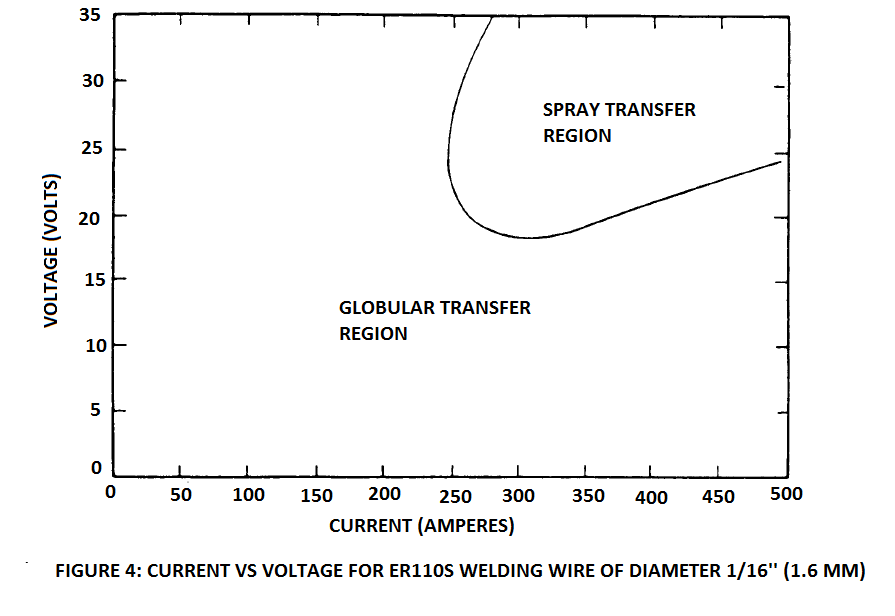
See another example in the figure below. The characteristics are for a ER110S wire of diameter 1.6 mm. The shielding gas is argon with an addition of 2% oxygen. It can be seen that the spray transfer is only seen at significantly high amperages operating across high voltages.
Free Flight Transfer
In this mode, as the name indicates – the liquid drops of molten metal get detached from the wire, and travel freely through the space between tip of the wire and the work piece.
In any arc welding, there are a number of forces acting on the molten metal at the tip of the electrode. These forces include electromagnetic forces, surface tension, gravity, etc.
In free flight transfer, when the transfer occurs assisted by gravity alone, the drop detaches from the wire tip and travels under the influence of gravity alone. When the transfer occurs assisted by electromagnetic forces, the drops are given an initial acceleration by the forces and travel to the weld pool independent of gravity.
The metal transfer in the MIG welding of steel, nickel alloys and aluminum occurs assisted by the combination of gravity and other forces. The polarity shall be DCRP.
At lower amperages, the melting rate of these alloys is low. At these amperages, the metal transfer is assisted by gravity alone. A drop of molten metal appears at the wire tip, and is held in place by surface tension.
As the size of droplet increases, gravity exceeds surface tension, and the droplet gets detached from the electrode tip and slowly travels to the molten pool of metal on the work-piece.
When the amperage is increased, the electromagnetic forces also become significant in addition to gravity and surface tension. The separation of the drop is assisted by these forces as well, besides gravity. Hence the separation is more rapid.
When the amperage increases beyond a certain value, the arc changes in shape and size. The previous bell-shaped arc of relatively low brightness acquires a conical shape, is of high brightness, and is narrower.
The droplets at the wire tip are elongated due to the influence of electromagnetic forces. The rate of transfer of these droplets to the molten puddle is much faster as well.
When CO2 is used as the shielding gas, the metal transfer is different from the one described above. At low currents, a repelling force counteracts the gravity. So the drop appears to be repelled by the work-piece while falling down under the influence of gravity.
This results in spatter.
When the current is increases, electromagnetic forces overcome this anode reaction force. The spatter decreases considerably, and the transfer is less irregular.
So, this was an introduction to MIG welding. Please share your thoughts in the comments section below.