
The term arc welding is a very broad term that includes a wide variety of welding processes, that can all be grouped under this one term. As the name indicates, in arc welding – the heat of an electric arc is utilized to melt the base metal and obtain coalescence.
The electric arc has a very high temperature of the order of 18000°F (10000°C). When an arc is struck between the electrode and the work-piece, the intense heat of the arc melts the metal.
Arc welding may or may not involve use of pressure between the two mating parts to obtain joining. Likewise, the arc welding may or may not involve use of a filler metal for making the joint. When filler rod is not used, such welding is called autogenous welding.
Also, the electrode for arc welding (which carries the current, and strikes the arc with work-piece) may be a consumable or a non-consumable. If the electrode is a consumable, it means that the electrode gets consumed during the welding process. In other words, the electrode itself acts as the filler metal. Examples of welding with a consumable electrode are shielded metal arc welding, submerged arc welding, gas metal arc welding, and so on.
A consumable electrode is produced with a few requirements in mind: it must conduct electricity well and sustain the electric arc, it must match the chemical composition of base metal to be welded, and it must melt and get deposited as weld metal in the weld joint.
Sometimes these electrodes come with a flux covering for providing shielding to the arc from atmospheric gases. In such processes, the weld metal has a covering of slag after the deposition of a pass.
If the electrode is a non-consumable, it means that it does not get consumed in the course of welding. The filler rod is fed separately into the molten pool of weld metal. An example of welding with a non-consumable is gas tungsten arc welding.
The movement of the welding torch along the work-piece in arc welding can be done with the hand, or it can be done mechanically with a machine. Sometimes, the torch remains stationary, while the job is moved mechanically at a uniform rate beneath the arc.
The equipment for arc welding can be of direct current type or alternating current type. The direct current machines can operate on DCEN (direct current electrode negative), or on DCEP (direct current reverse polarity). Both have their own features that determine their suitability on applications.
The power source of the welding equipment is generally of two types – expressed by their voltage-ampere output characteristics: constant current power source, and constant voltage power source. Some welding processes operate on CC characteristics – such as SMAW, GTAW, etc.; while some of them operate on CV characteristics – such as SAW process. Both types have their own features, advantages and disadvantages.
Besides the power source, there are other welding equipment such as clamps, goggles, cables, electrode, holders, back-up bars, accessories that constitute the arc welding equipment.
Arc welding is broadly classified in two types of processes: Metal electrode welding and carbon arc welding.
In metal electrode welding, as the name suggests – the electrode is a metal. The arc is struck between the electrode and the work-piece. The electrode can be bare or it can be coated with flux. The metal electrode welding includes the following welding processes:
- Shielded Metal Arc Welding
- Gas Tungsten Arc Welding
- Gas Metal Arc Welding
- Submerged Arc Welding
- Stud Welding
- Atomic Hydrogen Welding
In carbon arc welding, the arc is struck between carbon electrodes, instead of metal electrodes. We shall see in very brief detail about each of the above mentioned welding processes.
Shielded Metal Arc Welding (SMAW)
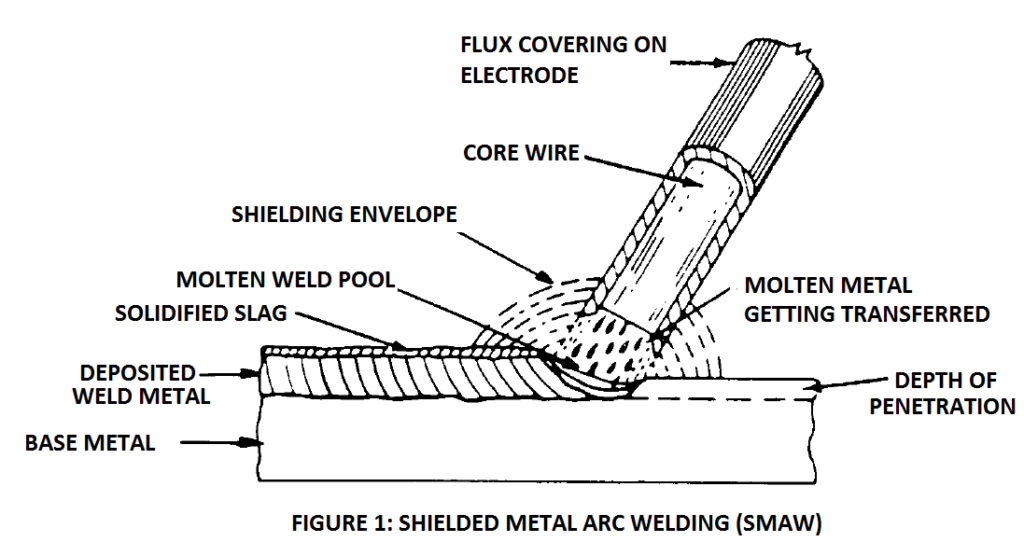
In this process, the arc is struck between a covered electrode and the work-piece. The covering on the electrode comprises of flux materials designed to provide shielding to the arc from atmospheric gases, and to stabilize the arc. The flux decomposes and turns gaseous on melting. These gaseous covering envelopes the arc and shields it.
Sometimes the flux covering also acts as the vehicle for delivery of alloying elements to the weld metal. This process does not involve use of pressure for obtaining coalescence, and relies only on fusion of the molten metal with the base metal for joining.
This process is sometimes also called manual metal arc welding (MMAW). However, SMAW – short for shielded metal arc welding is the more accepted term.
The SMAW process can be used for welding almost any metal. There is a wide variety of SMAW electrodes in market today to cater to welding of any metal or alloy. Be it carbon and low alloy steels, or stainless steels, or cast iron, or aluminum, copper, nickel, or any their alloys, shielded metal arc welding electrodes come in a variety of compositions to cater to any commercially used metal.
The figure below illustrates the shielded metal arc welding process.
Submerged Arc Welding
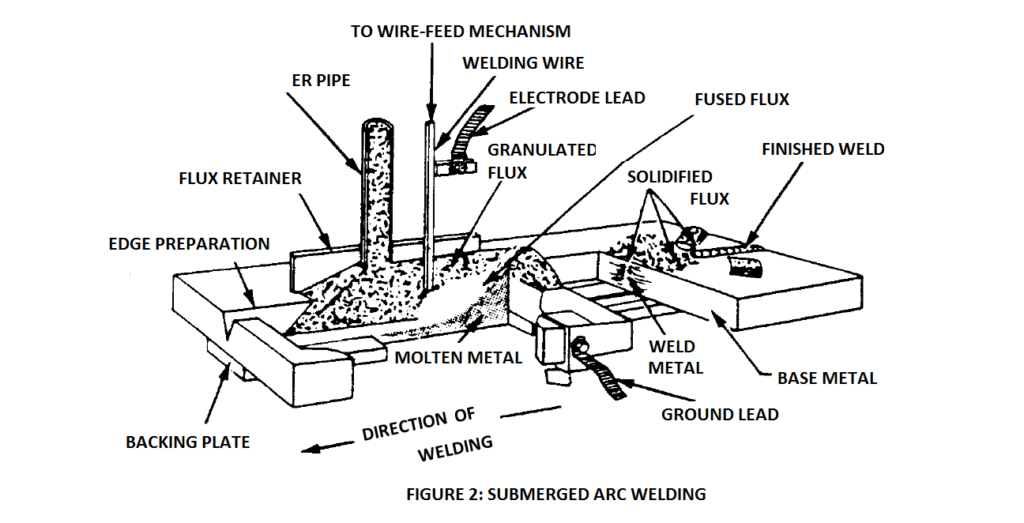
In this process, like SMAW – the arc is struck between a consumable electrode and work-piece. However, the electrode in this process is a bare wire, and comes in the form of spools or coils. The shielding of the arc is obtained from a heap of flux under which the arc is completely submerged, hence the name submerged arc welding. The tip of the wire is dipped into a mound of flux which is spread over the welding area.
The flux is a granular fusible material, that provides not only shielding – but also sometimes acts as a vehicle for delivery of alloying elements to the weld metal. Flux can be of agglomerated type or fused flux type. The flux mound distinguishes this process from other arc welding processes.
No pressure is used in this process, and the electrode itself acts as the filler metal. That is, the electrode is a consumable.
The quality of weld obtained in this process is very high. Large thicknesses of joints can be welded in one go without a single defect. The rate of metal deposition is also high, since it is done by a machine.
The movement between the welding head and the work-piece is driven by a machine, in submerged arc welding. Sometimes, the work-piece is made to move by a machine while the head remains stationary, as commonly seen in circumferential seam welds. Sometimes, the welding head travels along the length of the job, while the work-piece remains stationary. This movement is commonly seen in welding of longitudinal seams in shells.
When an arc is struck, the base metal just below the arc melts. The tip of the electrode and the flux in the vicinity of the arc also melts. As the molten metal (comprising of metal from the filler as well as base metal) settles, the low density flux products rise up on top of the molten pool and settle there in the form of slag.
As the arc travels onward in the direction of welding, the molten metal keeps getting deposited, with a slag covering on the top. The wire is fed mechanically into the arc. The rate of wire-feeding depends on the welding current being used. The flux is steadily fed on top of the arc to keep the arc submerged under the flux.
The flux delivery is through a flux hopper which is provided just besides the tip if the wire.
The submerged arc welding process is illustrated in the figure below.
Gas Tungsten Arc Welding (TIG welding or GTAW)
GTAW process, short for Gas Tungsten Arc Welding, is also sometimes called as TIG welding. But, TIG welding, short for Tungsten Inert Gas Welding, is non-standard term. GTAW is a standard term, and has wider acceptability with standard-framing agencies, and industry as well.
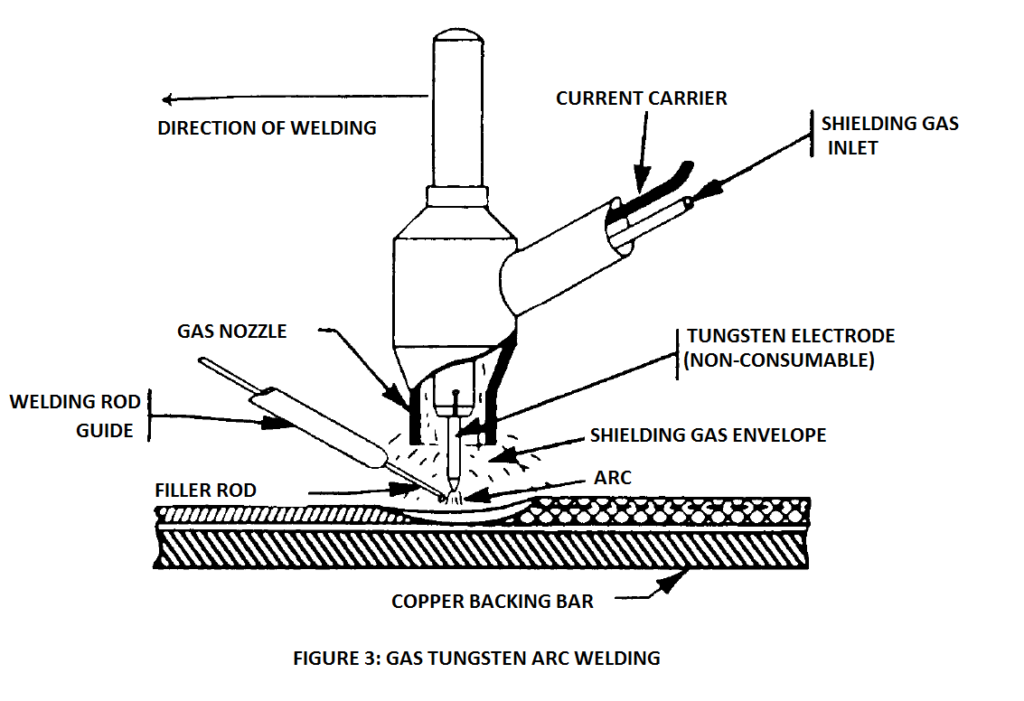
In this process, the arc is struck between a non-consumable tungsten electrode and the work-piece. The filler rod is separately fed into the molten pool, either manually or mechanically. Sometimes, a filler rod may not be used, and fusion is obtained solely by melting with tungsten electrode. Such welding is called autogenous welding.
Shielding is obtained by using an inert gas, or an active gas, or a mixture. The shielding gas is fed through the annular gap between the tungsten electrode and the gas nozzle fitted on the welding torch.
Pressure may or may not be used. The heat of the arc melts the base metal, and creates a weld puddle. The filler rod is dipped in this puddle. Due to the heat of the puddle, the filler rod melts too, and addition of weld metal thus occurs.
As the welder moves the torch in the direction of welding, the molten puddle advances too, and thus a pass of weld metal gets deposited. The movement of torch along the job may be done manually or mechanically.
Grinding of tungsten is done so that it’s tip is a sharp pointed cone. The sharp pointed tip is useful for initiating and sustaining the arc. The pointed tip is also helpful in minimizing arc wandering.The tungsten electrodesused in GTAW are of various types, such as lanthanated tungsten, ceriated tungsten, etc.
The GTAW process is illustrated in the following figure. Note the relative position of various parts with respect to each other.
Gas Metal Arc Welding (MIG welding or GMAW)
GMAW process, short for Gas Metal Arc Welding, is also sometimes called as MIG welding . But, MIG welding, short for Metal Inert Gas Welding, is non-standard term. GMAW is a standard term, and has wider acceptability with standard-framing agencies, and industry as well.
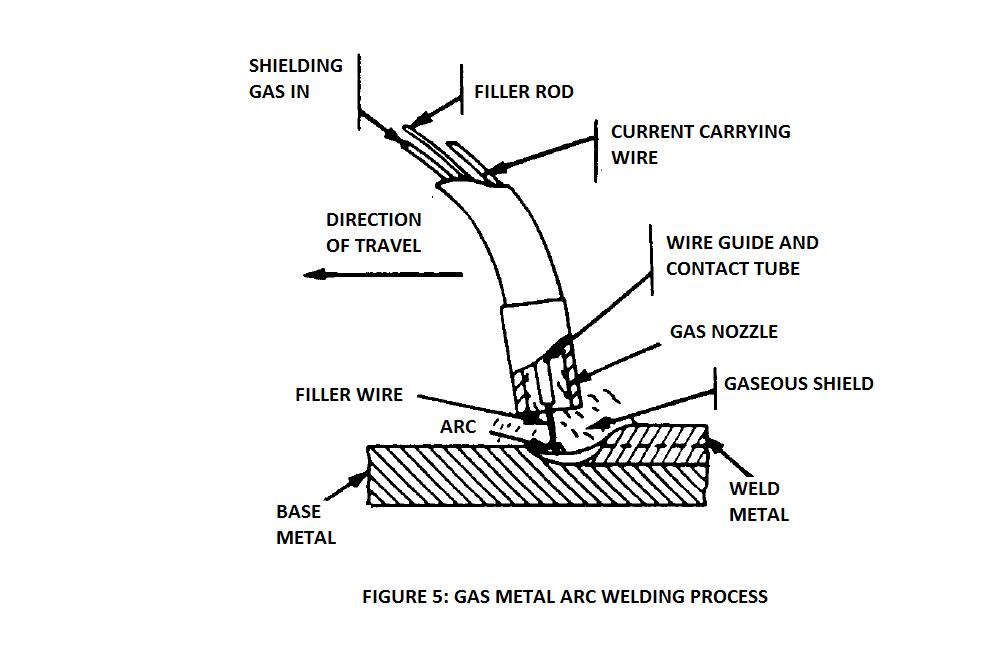
In GMAW process, coalescence is obtained by utilizing the heat produced by an arc struck between a continuously fed wire electrode, and the work-piece. Shielding is obtained by using an externally supplied inert gas or an active gas or a mixture, flowing through the annular gap between the electrode and the welding torch.
In this process, the electrode is a consumable. The distinguishing feature of this welding is that the wire is continuously fed by a machine driven wire-feed mechanism. The movement of the torch along the job in the direction of welding is achieved manually by the welder, who takes the torch along the desired path with his hand. Such welding is called semi-automatic welding.
Sometimes, the movement between the torch and the job can be driven by machine too. Such welding is called machine welding or automatic welding.
The electrode for GMAW process comes in the form of spools. Wires of commonly used diameters such 1.2 mm or 1.6 mm are wound over a spool of dia 4 inch (100 mm). The diameters of wires used in GMAW process are generally lower than those used in SMAW or SAW welding.
The deposition rate in GMAW is higher than that in SMAW and GTAW, considering that the wire is fed by a machine.
Because of low diameters, the surface-area to volume ratio of MIG welding wires is higher than that in other processes. So the wire must be free from any oil, grease, any other foreign particles – else the weld metal would be contaminated with undesirable elements, which may induce porosity, or cracking, or both. Also, the wire must be tempered, so as to enable its’ easy travel through the electrode conducting cables and the welding torch.
This process is amenable to welding in all positions. Almost all commercially used metals, such as aluminium, steel, copper, and stainless steel can be welded with this process. GMAW process is illustrated in the figure below.
Atomic Hydrogen Welding
In this process, the arc is struck between two metal electrodes in an atmosphere of hydrogen. The hydrogen envelope provides the necessary shielding. Pressure may or may not be used, and a filler rod may or may not be used as well.
Atomic hydrogen welding has limited industrial use today. However, it is used for welding hard to weld metals such as some molybdenum steels, Inconel metal, chrome, nickel, etc. Its’ chief application is the repair welding of tools and dies.
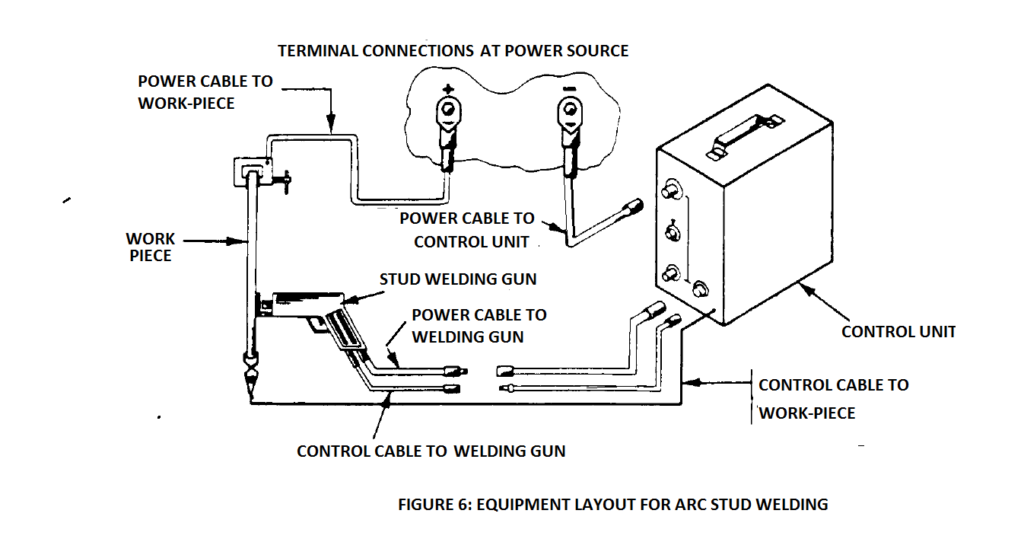
Stud Welding
In this process, joining of two parts is obtained by striking an arc between a stud, or a similarly part, and the work-piece. Pressure is generally applied to properly join the melted surfaces of stud and the work-piece. Shielding gas is not used in the ordinary version of stud welding.
The commonly welded materials using stud welding are carbon steel, stainless steel and aluminium.
Sometimes, an inert gas shielding is used to provide shielding to the molten metal, from the oxidizing effect of atmospheric gases. The gas shielded stud welding is discussed in the following paragraphs. The following figure illustrates the schematic of a typical stud welding process.
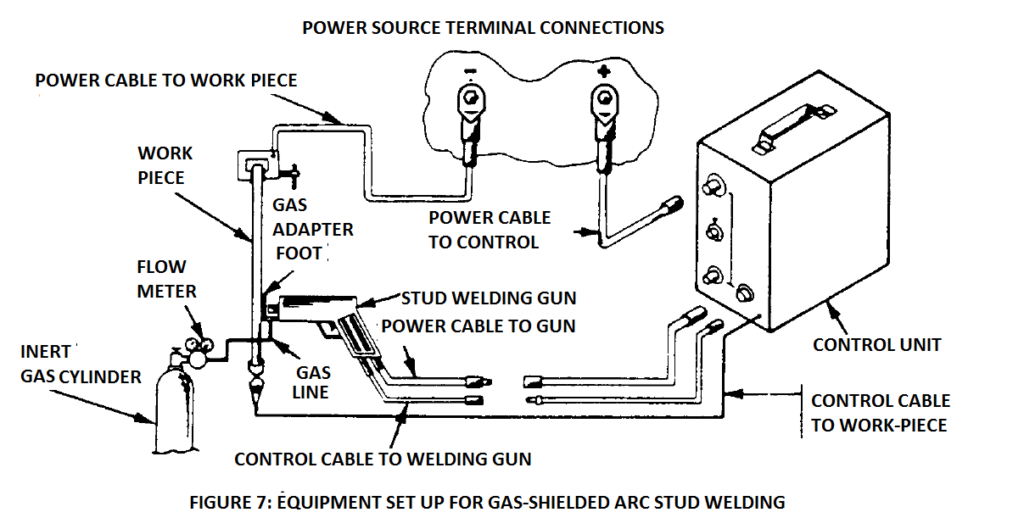
Gas-Shielded Stud Welding
This is a variation of the ordinary stud welding described in the above paragraph. In this process, the only difference from the ordinary stud welding is that an inert shielding gas – either argon or helium – is used for providing shielding to the molten metal between stud and the work-piece.
Shielding is important when welding reactive materials such as aluminum. The following figure illustrates the gas shielded stud welding. It can be noticed that the only difference from the ordinary stud welding equipment is that a shielding gas cylinder is an additional feature in this process.
Carbon Arc Welding
This is the second major type of arc welding, besides the metal electrode welding discussed in above paragraphs.
In carbon arc welding, as the name suggests, carbon arc is used instead of metal electrodes. An arc is struck between carbon electrodes and the work-piece. Due to the heat of this arc, base metal gets melted. The carbon electrode used in this process are of two types: pure graphite and baked carbon electrode.
Pressure may or may not be used. No shielding is used generally.
There are a number of variations of carbon arc welding. Some are discussed below:
Twin carbon arc welding
In this variation, the arc is struck between two carbon electrodes. The two carbon electrodes are brought together such that an arc is ignited. The arc thus produced emanates from the junction of the two electrodes in the direction of work-piece.
This arc, in a manner similar to the electric arc, generates heat which causes the base metal to melt at the point where the arc is directed. The pressure and filler rod may or may not be used.
The arc produced in this twin carbon arc variation is softer than the one produced with a single carbon arc. The softer arc produces less noise, is easier to work with, and can be better controlled.
This variation is also used for brazing.
Gas-carbon Arc Welding
As the name suggests, in this variation – an inert shielding gas, or a mixture of multiple shielding gases is used for providing shielding to the arc between carbon electrode(s) and the work-piece. Pressure and filler may or may not be used. All other features are same as the ordinary carbon arc welding.
Shielded-Carbon Arc Welding
In this process, shielding is obtained through a blanket of flux – similar to SAW process. In another variation, shielding may be obtained by feeding a solid flux material into the arc. This material gets combusted when the arc is struck. Due to combustion, the material decomposes into various gases that provide shielding.
Pressure and filler may or may not be used. All other features remain same.
So this was all about the various types of arc welding processes. Please share your thoughts in the comments section below.