
The power source is the most important part of the arc welding equipment. In all arc welding processes, two kinds of power sources are generally used, from a voltage-ampere output characteristics point of view. One is constant current type, the second is constant voltage type. This article details the constant current type power sources in brief, in the following paragraphs. The constant voltage power source as been discussed in another article.
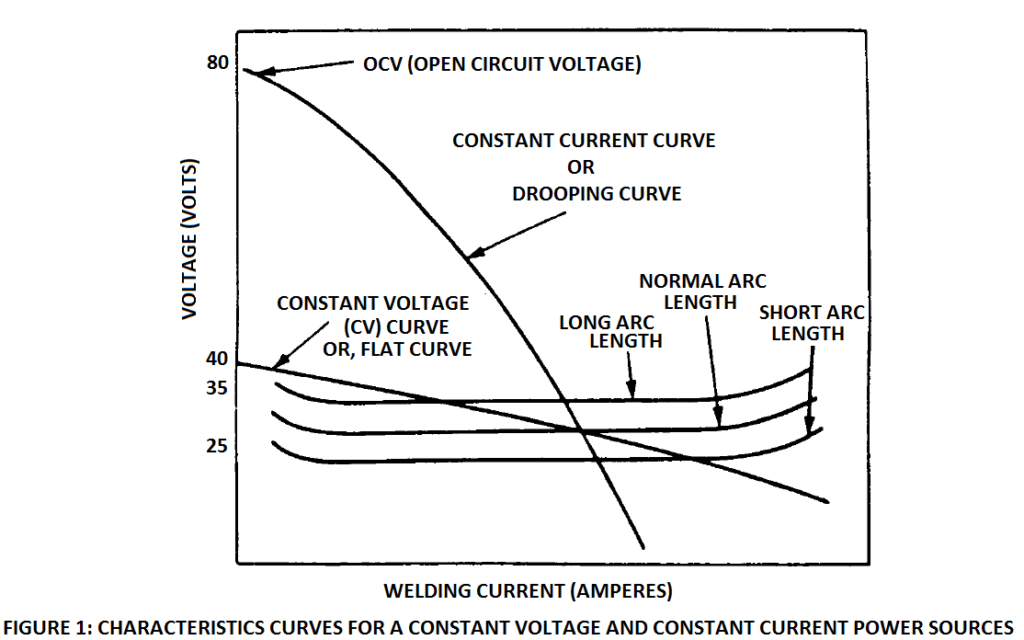
The characteristic curve of both the types of power sources is shown in the figure below. Such curves are called static output characteristic curves, meaning that it is plotted by measuring the output current and voltage of the machine under static loading conditions.
Features Of Constant Current Welding
Constant current welding, as the name suggests, operates at a constant current. The voltage undergoes an appreciable amount of change as the current is varied. As can be seen in the figure 1 above, the characteristic curve ‘droops’ rapidly as the current is increased. This is why this curve is also called drooping characteristic curve.
In constant current machines, controls are provided only to vary the current. A knob is provided, that can be rotated clockwise to increase the current, and anti-clockwise to decrease the current setting on the machine. Using this knob, the welder can set the current desired by him. In other words, there is no button or knob on the machine to vary the voltage. CC machines are generally used in processes that use a manually held electrode, such as SMAW, PAW, CAW, GTAW, stud welding, etc.
In conformance to its’ name, the constant current machine produces a relatively constant current. It is to be noted that the current is not perfectly constant. With variation in voltage, the current varies a little.
In the processes that utilize a non-consumable electrode, the variation in voltage can occur due to variation in arc length. Some variation can occur because the hand cannot be held perfectly steady, and tends to shake a little. Sometimes, the welder deliberately increases or decreases the arc length to influence the size of the weld pool.
In the processes that utilize a consumable electrode, the variation in voltage can occur due to the change in profile of the job. Variation also depends on the rate of feeding of electrode into the arc.
As mentioned in the above paragraphs, a constant current machine is generally used where the electrodes are held manually. Some of the processes that utilize a manually held electrode have a consumable electrode; one example is shielded metal arc welding (SMAW) process.
While some processes that utilize a manually held electrode have a non-consumable electrode; few examples are gas tungsten arc welding (GTAW) and plasma arc welding (PAW). In response to slight changes in voltage that occur due to change in arc length, the machine responds in such a way that constant supply of current to the arc is maintained.
Single-Control And Dual-Control
The constant current machines are of two types, based on the types of controls given on the machine: single control machine, and dual control machine. The following paragraphs explain in brief about this.
Single Control Machine
This is the commonly used variety of constant current machines. In this, there is only a single knob, which can be used to vary the current from low to high, at the desire of welder.
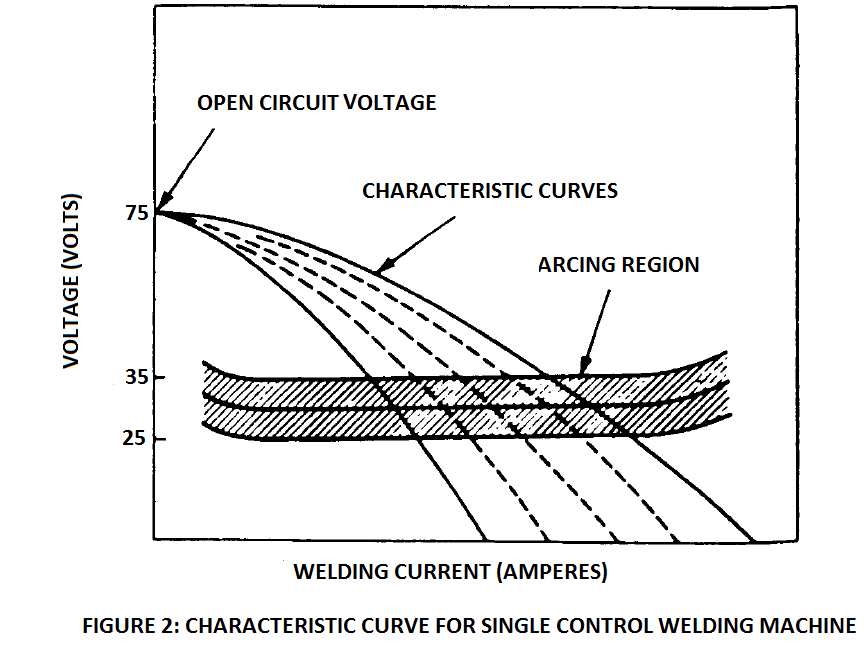
The characteristic curve of this machine is shown in the figure below. The various curves show the plotting of current versus voltage values, as the machine is statically loaded, at different current settings. Different curves are obtained for different settings on the machine.
It should be noted though, that the arc can be only struck at certain voltages on this curve. If the voltage across the electrode tip and the work-piece is below or above this range, no arc can be struck.
This range of voltage at which the arc remains ignited despite the variation in arc length is shown as the shaded area in the figure 2 below. In other words, if the arc length is too small such that the voltage across the electrode tip and work-piece is lower than this range, the arc will not get struck.
Likewise, if the arc length is made too high (intentionally or unintentionally), the arc will not remain ignited, and will extinguish. The range of voltage at which the arc can be seen is shown in the figure below.
The various curves in the figure below correspond to the different current controls. If a tap or plug-in machine is used, the number of curves corresponds to the number of taps or plug-in combinations available on the machine.
Most of the transformer and transformer-rectifier machines available on the market are single control machines.
Dual Control Machines
Dual control machines are normally used in those power sources that are driven by a generator. These machines offer more control in the hands of welder, to improvise arc characteristics to suit the requirements of application.
In these machines, there are two controls available. One of them is called coarse-current control, the other is called fine-current control. The coarse current control knob performs the same function as the current knob in single control machines.
The fine-current control performs the function of controlling the open circuit voltage. By varying this, the OCV (open circuit voltage) can be increased or decreased in a given range.
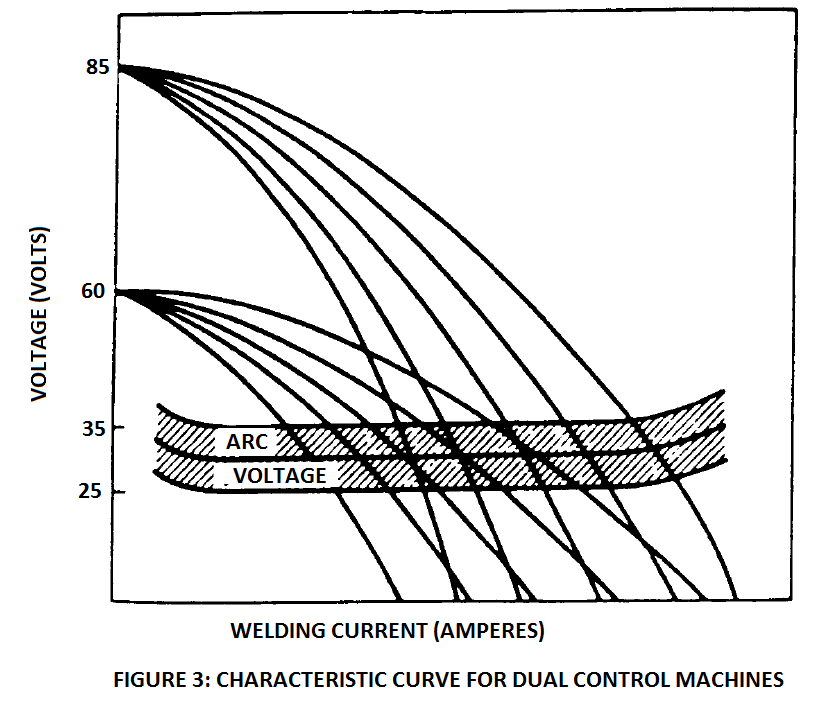
The characteristics curves obtained at different OCV have different slope. This can be seen in the figure 3 below. When the OCV is 85 volts, the curves have a steeper slope, and when the OCV is 60 volts – the curves have a flatter slope.
A steeper slope means that the variation in current will be lesser for a given change in voltage (remember that change in voltage is a function of arc length). A flatter slope implies that – for a given change in voltage, the change in current supplied by the machine will be greater. Different applications have different welding requirements, some require a shorter arc, some require a longer arc. Having this dual control gives more control in the hands of welder to set his desired settings on the machine.
In these dual control machines, the OCV can be varied a little, but only within a range. In most machines, it can be varied between 55 volts to 85 volts. The machine does not allow decreasing the OCV to below 55 volts, as it would be difficult to strike an arc with such low OCV.
Changing the OCV does not change the range of voltage between which the arc remains ignited. As can be seen, the shaded region in the figure below is same for both OCVs. Changing the OCV only affects the slope of the characteristic curve.
Current-Voltage Characteristics Of A Dual Control Machine
The slope of the characteristic curve plays an important role in the quality of the weld. Let us see how.
Depending upon the need to the application, the welder adopts a suitable welding technique. This may involve a short arc technique, or a long arc technique. A shorter arc invariably has a lower voltage difference across the arc, and sees a higher current flowing through the electrode.
A longer arc has a higher voltage difference across the arc, and sees a lower current flowing through the electrode. The difference between this lower and higher amount of current (based on the arc length) determines the slope of the curve.
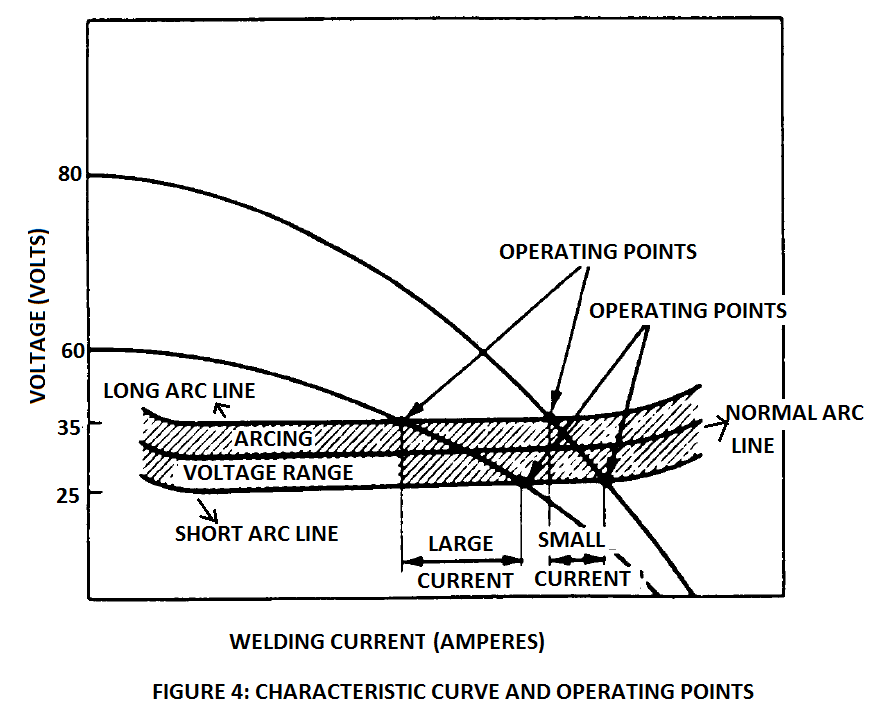
For some applications, a steeper slope is better, while for some – a flatter slope works better. Consider the figure 4 below. The three horizontal lines, as shown on the figure, from top to bottom – indicate the voltage difference across the arc when a long arc is used, when normal arc is used, and when a short arc is used, respectively. This shaded area represents the voltage when the arc will be seen.
The intersection between the characteristic curve and the arc range is called operating point. The operating point changes continuously during the welding. When the arc length is short, the operating point lies on the lower most horizontal line (in the below figure), which represents the short arc length.
When the arc length is long, the current drawn from the power source is lesser, the voltage is slightly higher, and the operating point lies on the upper horizontal line (in the figure below), which represents the long arc length. At all other instants, the operating point moves between these two lines.
When the welder intentionally lengthens the arc, the voltage difference increases, and the current decreases a little. Decrease in current causes a decrease in size of the puddle. Lesser heat input means rate of cooling is faster. Hence the puddle freezes quickly. In other words, withdrawing the electrode a little (thereby lengthening the arc) allows the welder to control the weld puddle size. This gives more control in the hands of welder, especially when welding in overhead, vertical and horizontal positions..
In a dual control machine, the characteristic curves originating from different OCVs have a different slope. The OCV of the machine can be altered using the fine control knob. In other words, the welder has more control in his hands.
Consider again the figure 4 above. There are two sets of characteristic curves. One set originates from an open circuit voltage of 80 volts, the other originates from 60 volts. It can be seen that the 80 V OCV curves have a steeper slope. When the arc length is varied from 25 volts to 35 volts, the current supplied by the machine decreases. This decrease happens without needing the welder to touch the machine controls in any way.
When the OCV has been set at 60 volts by turning the fine control knob, the same change in arc voltage (as in the above paragraph) produces a larger decrease in current. This larger decrease changes the characteristics of the arc. The depth of penetration is low, bead size is smaller, rate of cooling is faster, etc.
These two examples are for OCV of 80 volts and 60 volts. By turning the fine control knob, the OCV can be set to any value between these two values. This kind of adjustment is only possible only on a dual-control machine, and is not possible on a single control machine.
What Kind Of Machines Come With Dual Control?
The dual control feature comes generally with generator welding machine. This lends more control in the hands of welder. Specially, when making pipe welds, the welder would like to deposit beads of deeper penetration at root. In subsequent passes, a less penetrating arc would do. The dual control machine makes this possible.
The transformer rectifier machines generally do not comes with this control. Although these machines are not as flexible as the dual control machines, they can be used satisfactorily for processes such as shielded arc welding machine, which require direct current. The slope of the static characteristic curve in such machines falls somewhere midway between the minimum and maximum of a dual control machine.
When alternating current is required, it is generally supplied by a transformer type power source. The static characteristic curve for an alternating current power source looks the same as the one shown in above figure. Sometimes these machines also come with coarse and fine adjustment knobs, but these cannot be called as dual control machines unless the OCV changes appreciably.
Reactance is introduced in the circuit. This ensures that a phase difference exists between the current and voltage at any instant. This helps in keeping the arc ignited. The current passes through zero 100 to 120 times every second in alternating current. When the current is zero, the arc would normally extinguish. However, it is kept ignited because of the voltage difference which still exists at that instant due to the phase difference.
When alternating current is used, arc stabilizers are included in the electrode coating. Such electrodes are specially designed for ac welding. These arc stabilizers help in ionization of the arc. This ionization helps in keeping the arc ignited in those instants when the current passes through zero.
The constant current machines are normally not used for processes that make use of automated wire-feeding.
True Constant Current Characteristics
Newer machines are capable of delivering true constant current static characteristics. The characteristic curve of such a machine is shown in the figure below. In such a machine, the current supplied by the machine does not change regardless of the change in arc length.
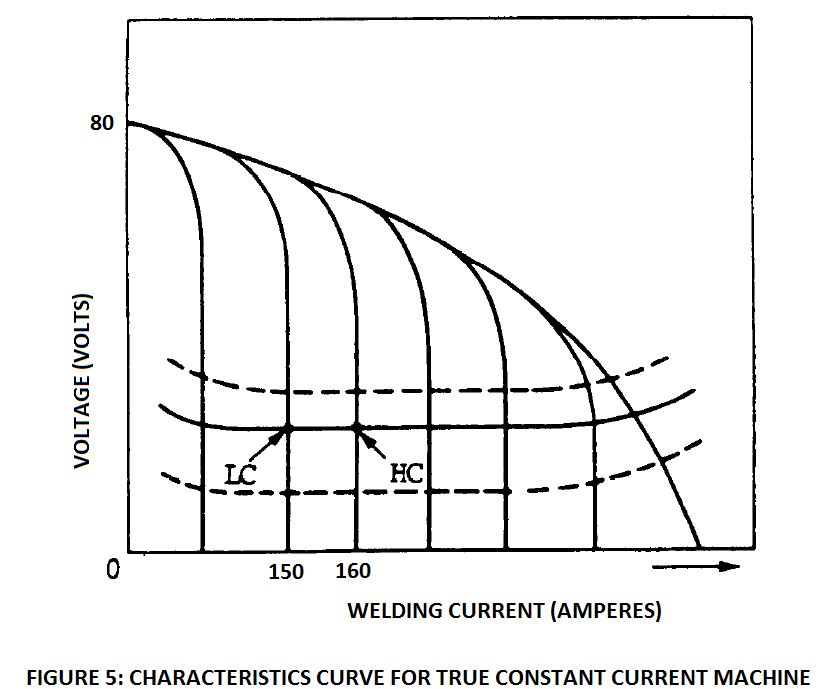
This is alright for a process like GTAW, where the scope for change in arc length is limited. However, as we saw in the above paragraphs, such a feature is not desirable in shielded metal arc welding. In SMAW, the welder should be able to change the current (which would cause a change in puddle size) by varying the arc length.
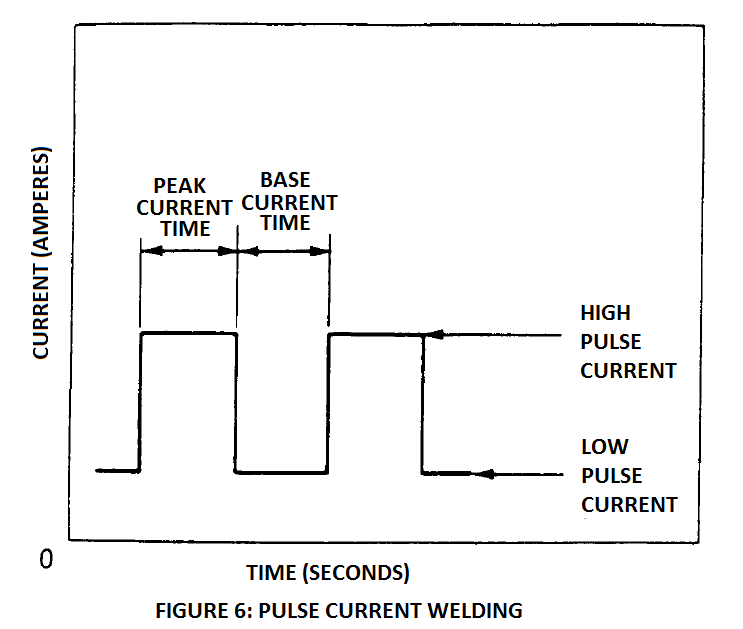
Pulsed Current Welding
Welding on some applications gives the best results when the power source is able to change the current for certain instants of time. That is, a high current should be supplied for a few milliseconds, followed by a few milliseconds of low current. For this purpose, pulsed arc machines have been developed.
As the name suggests, these machines supply current in ‘pulses’. The machine supplied current at two levels – a high current and a low current (also called background current). The timing for supply of each is controlled by a program. The machine repetitively supplies the same cycle, switching from high current to low current, and back to high current.
Pulsed current is shown in the figure below. The timing of occurrence of high and low currents, the duration of each, the magnitude of each, etc. can all be adjusted and fed into the machine’s program. This helps in tailoring the program precisely to cater to the needs of the application. Pulsed current welding is extensively used with gas tungsten arc welding.
So, this was something about arc welding with constant current. Please do leave your thoughts in the comments section below.